

二次成型的基础、方法和趋势
包覆成型是目前最流行和最先进的快速加工方法之一,为生产成本、周期时间和产品制造的新设计可能性提供了巨大的潜力。得益于2K成型产品的多元化设计优势,已广泛应用于手机、制笔、汽车、家电、手工具、日用品等领域。
本文主要介绍了包覆成型技术的发展和趋势,特别介绍了2K包覆成型零件在产品开发阶段如何实现小批量原型制造。
什么是包覆成型?
包覆成型是一种注塑成型工艺,通过将两种或多种不同的材料组合在一起来制造单个零件。第一种材料通常称为基板材料,其部分或完全被后续材料(包覆成型材料)覆盖。
注塑包覆成型最初用于美化消费品的外观,现在相当流行。该技术用于多种应用,甚至可用于增强产品功能,例如提高耐化学性、提供电绝缘性、持久抓握、更柔软、更柔软的触感等。
包覆成型产品的制造工艺主要有两种不同的类型。
一个。软材料包覆硬材料 :多重注塑中常用的材料是热塑性弹性体(TPE),用于基材(如ABS(丙烯腈丁二烯苯乙烯)、PC、PC/ABS、PA、SAN)。常用的TPE有SEBS、TPE-V、TPE-U、TPE-E、TPE-A。这些“软包层”产品具有增强的功能,例如绝缘、耐化学性、更好的人体工程学、更好的手感、抓地力和卓越的美感。
b.Hard material overmolding 硬质材料 :另一个应用是二次包覆成型材料也是硬塑料。例如,带有金属嵌件的刚性模制塑料或带有非透明部件的透明刚性模制塑料。通常情况下,透明2K注塑生产的不良率很高,会给控制过程带来很大的挑战。
二次成型工艺类型:2K成型和二次成型
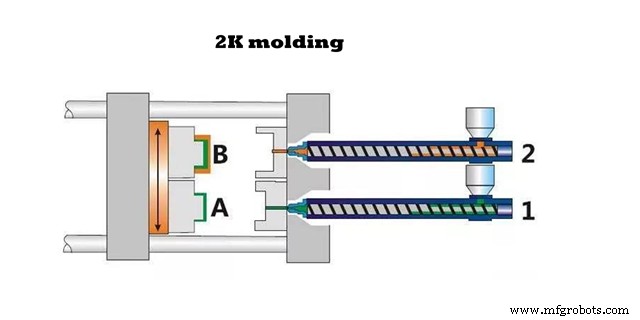
2K(双色)注塑 (由两个组件组成)有两个步骤的过程,即在2K注塑机上将一种材料注射成产品,然后在2K机器上通过模具翻转和跳到相应模具型腔的塑料管中的另一个注。该零件用作嵌件,在另一种材料上注塑形成双材料一体化产品。注塑机要么是双缸,要么是双模腔,注塑过程是同时释放两种材料产品。同时,制成的产品用作插入物。
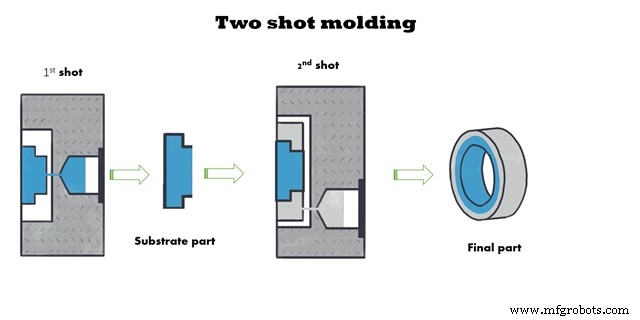
另一种是二次注塑 ,这意味着它在注塑机上制作一个材料零件,并将该材料零件作为插入物放入另一个模具中,然后注射第二种材料。嵌件成型(行业内称包覆,二次注塑):嵌件成型时,首先制成刚性件(通常为硬质塑料件)嵌入模具型腔。随后,在该组件上使用 TPE 进行注塑成型,最终得到完整的产品。传统的注塑成型设备可用于嵌件成型。刚性部件的放置可以通过手动或机械臂来完成。通常,涂层金属部件只能这样使用。
包覆成型零件的粘合强度
物理方法: 通过卡扣设计,表面滚压,表面攻丝,再上二类材料实现t 他封装直接模压(覆盖)。单纯用这种方法进行材料粘接的特点是物理连接处附着力强,而物理连接处对外附着力小。

化学法: 通过两种材料之间的分子亲和力和化学键强度将两种材料结合在一起,形成一个单一的部分,两个或多个。
虽然在实际应用中经常同时使用物理卡扣和粘合的方法,但显然实现两种材料之间的粘合是一种更可靠、更灵活的方法。这种强化学键是由分子或分子链的互溶性、渗透性、渗透性和纠缠性组成的。

四种包覆成型
有四种常见的包覆成型类型可供选择。
- Plastic Over Plastic - 基材和倒在基材上的塑料都是塑料。塑料部件的材料应具有相同或相似的熔点。
- Plastic Over Metal – 基材是金属。首先将经过 CNC 加工、铸造或锻造的金属零件放入模具中,然后将塑料模压在金属零件上。您知道您可以在塑料零件内成型金属嵌件吗?
- Elastomer Over Plastic – 基材应为硬质塑料。弹性体可以是橡胶和聚氨酯等软质材料。
- Elastomer Over Metal – 基材是金属。首先将经过 CNC 加工、铸造或锻造的金属部件放入模具中,然后将弹性体模制在手柄上
然而,并非所有材料都可以包覆成型。例如,如果您只想制作几个原型,我们几乎找不到任何可以用材料本身或其他类型的树脂成型的透明弹性体。
如何生产出最好的包覆成型产品?
1。材料选择:影响TPE/硬塑材料分子水平结合的关键因素主要有3个。
1) TPE材料的极性与硬塑料相近(否则在熔融状态下既不互溶,也不渗透渗透);
2) TPE材料的表面张力小于硬质塑料(否则TPE熔体无法在硬质塑料嵌件表面铺展);
3) 当TPE熔体沿着硬质塑料表面流入模具型腔时,在冷却过程中释放热量,可以快速有效地熔化硬质塑料表面,形成一层薄薄的互穿层。
2。包覆成型工艺的7个值得参考的指南
1) 2K成型优于二次成型(多次成型)效果。
2K模具优势: 硬质塑料注塑的第一枪仍然很烫,然后立即进入2K注塑机的第二个型腔。由于在转移过程中没有吸湿;一方面容易被表面的高温TPE熔体烧蚀形成超薄层,另一方面对表面没有水汽吸附作用。
2) 在TPE材料的允许范围内尽可能选择较高的料筒(熔体)温度,否则TPE将没有足够的热量烧蚀硬塑材料的表面。
3) 二次注塑时,硬质塑料的模腔最好采用较高的模温来提供热能。当硬质塑料达到高温时,TPE高温熔体会缓慢冷却,使其有足够的热量和时间烧蚀硬质塑料,形成不溶性超薄层。
4) 第二步包覆成型,在没有TPE飞边的前提下,TPE熔体应尽可能快地以高射速射出。
一个。射速快,TPE熔体在硬塑表面的铺展时间短,在成型周期内烧蚀硬塑表面的时间较长。
湾。 TPE与硬塑料表面之间的摩擦会导致摩擦和发热。因此,TPE 熔体的温度也缓慢冷却,与硬塑料表面接触和烧蚀的时间更长。
c.由于射速快,大部分TPE熔体的粘度在变薄的同时被剪切,导致表面张力降低,有利于在硬塑料表面铺展。
5) 避免硬塑料表面吸潮或失去光泽,特别是在二次成型时。在某些情况下,通过转移过程,这种情况更有可能发生。
6) 尼龙66,表面吸湿导致水分子形成和吸附形成氢键,TPE不能有效地与硬塑料表面分子形成分子间键,自然结合强度降低。包覆极性硬塑TPE当然也是极性配方,不注意防潮,同时影响内聚效果。
7) 试机前期注意洗缸问题
一个。以前涂有PVC
湾。以前是生产硬橡胶的机器
二次成型的三个好处
在您的设计中使用包覆成型的三个主要原因。
更好的美学
如果您想制造一个具有多种颜色或具有多种表面处理的塑料部件,那么包覆成型是一种理想的工艺。不同颜色或纹理的组件可以相互包覆成型,并形成一个具有无缝连接的颜色和饰面的部件。例如,透明树脂部件可以与黑色树脂部件包覆成型以形成一个汽车镜片;用塑料包覆成型的金属嵌件比手动设置在塑料零件内的嵌件看起来更好。
更好的组装
两个或多个模塑在一起的组件比单独制造然后组装的两个组件更适合,因为在包覆成型过程中,添加在基板上的塑料熔化然后在基板上固化,从而形成更坚固的组件.
更人性化
在硬质塑料或金属部件上使用橡胶或聚氨酯等弹性体可以让最终用户更加舒适。金属件和硬质塑料对人手的感觉不是很舒服,在硬质塑料或金属件上加一层柔软层可以软化零件的质感,从而使零件更加人性化。
实现包覆成型产品原型的三种方法
由于2K注塑模具结构复杂,产品开发过程需要更长的周期和更高的成本。如果我们在产品开发阶段只制作一套或几套原型,是需要通过2K注塑还是二次注塑?以下是我们快速原型设计服务中广泛使用的指导方法,如下所示:
1.3D打印技术
双色 FDM 3D 打印机已经存在很长时间了。一般来说,3D打印配备两个喷头,打印不同颜色的材料,从而实现双色混合的模型。但是,在材料选择上仍然存在很大的局限性。一些3D打印机虽然可以打印多色透明部件,但结构粗糙、分辨率低、质感差,甚至可以用“像素化”来形容。因此,具有多色特征和外观原型的3D打印还有很长的路要走。

2。硅胶工具包覆成型
聚氨酯铸造是小批量原型制作的常用方法。并且在包覆成型原型生产方面具有突出的优势。
硅胶工具铸件可以准确匹配客户的规格,无论是指颜色、质地、光泽度、嵌件成型和二次成型,甚至是光学透明。非常适合工艺结构复杂的零件试制,可以直接脱模,使零件容易脱模,无需设计拔模斜度,提供±0.15mm/100mm的标准加工公差,最高精度可达±0.05mm。复杂结构可直接脱模。

此外,材质选择也很丰富,有多种材质,方便制作聚氨酯铸件。具有某些特性的材料类似于 ABS、PMMA、PC、PP、PA、软橡胶等生产级塑料,包括耐冲击、耐高温 (120℃) 或耐火 (UL94-V0)。
模具制作: 硅胶工具包覆成型的工艺主要包括母模制作、硅胶模具制作和真空浇注。使用硅胶模具,我们可以制作多种包胶产品,如橡胶包胶硬胶、硬胶包胶硬胶、透明包胶不透明塑料等。

过程控制: 浇口的位置和硅胶模具排气孔的设计是硅胶包覆成型模具的一大难点。首先,浇口的位置必须远离产品的外观表面,并且需要有足够的流动性让材料充满模具。其次,通风孔的位置和数量往往需要多次调整,特别是在制作透明部分时,不良空气会产生明显的外观缺陷。最后分析两种材料的收缩和二次固化时的变形情况。

3。 CNC加工+表面处理
CNC加工2K样机通常需要大量的后处理才能实现材料的双色或多种组合。

其特点是速度快,尺寸精度高,外观质量好。包覆成型材料的选择范围很广,几乎可以加工所有的工程塑料和金属材料。经过抛光等表面处理后,生产效果可与注塑产品媲美甚至更高。

目前,包覆成型产品的主流原型制造仍以CNC为主。当然,硅模具也取得了长足的进步。通常,包覆成型原型的加工是通过结合CNC和硅胶工具包覆成型的方法来实现的。
包覆成型技术的新进展
通过对近年来重要的国际展会的观察,欧美厂商在多色注塑领域被提升为几种基本成型技术的“组合”展示。除了传统的多色产品,如汽车大灯、空调面板、电视边框等,新的应用如双色模压内标(IML)、模内双色成型(IMA) 、StackMold、2K+IML+IMA+Stack Mold、双色成型、夹层注塑,一台注塑机即可实现所有这些新AP。
因此,多色注塑技术越来越受到重视。我们不仅需要呈现多色技术,还必须将其与其他技术相结合,创造出更高效率的成果,这是行业下一阶段必须挑战的目标。
WayKen 在包覆成型领域拥有深厚的专业知识。最近,我们在双色透明车灯零件的小批量2K硅胶模具方面取得了长足的进步。联系我们并获取即时报价,以减少您的包覆成型项目的生产时间和成本。
工业技术