

优化激光切割质量以降低二次精加工成本
优化激光切割质量以降低二次精加工成本
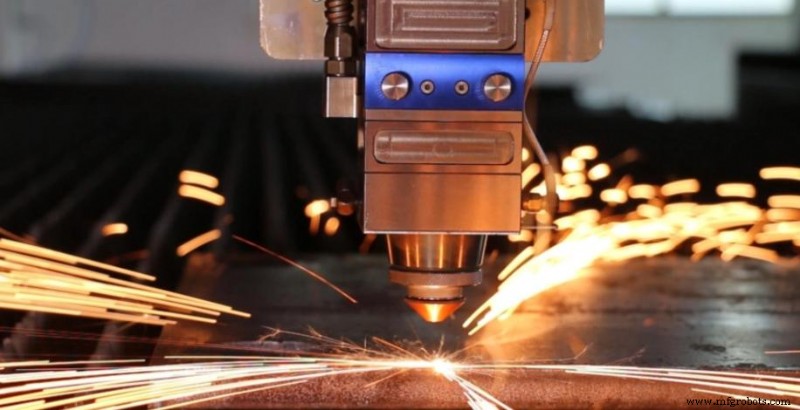
激光切割仍然是业界高精度钣金加工的首选方法。然而,其真正的效率取决于提供一致的边缘质量。不良边缘迫使成本高昂的去毛刺、打磨和返工,从而侵蚀了工艺所承诺的时间和材料节省。
对于大多数钣金作业,边缘缺陷源于工艺设置,而不是机器本身。本指南重点介绍了最常见的激光切割问题、其根本原因以及减少后处理工作量的实用解决方案。
激光切割边缘质量差的隐性成本
- 劳动密集型去毛刺: 手动去除激光毛刺既缓慢又费力。当它成为工作流程步骤时,您需要支付两次费用:一次用于切割,另一次用于后处理。在生产运行过程中,开销会迅速累积。
- 材料浪费和拒绝: 粗糙的边缘几何形状会影响尺寸精度,并在装配过程中引起装配问题,从而导致零件报废和生产延迟。
- 美观与合身度的妥协: 氧化或不均匀的边缘阻碍焊接和粉末喷涂。清洁、一致的表面对于坚固的焊接接头和完美的表面处理至关重要。
常见的激光切割缺陷及其原因
大多数缺陷都可以追溯到少数不平衡的工艺因素。找出根本原因是解决问题的最快方法。
对抗浮渣和毛刺
当熔融材料未从切割区域完全清除并沿边缘重新凝固时,就会形成熔渣和毛刺。
- 热失衡: 对于较厚的坯料,热量会在切口底部积聚,从而阻止熔融金属顺利逸出。首先检查并调整焦点位置和功率设置。
- 气压不匹配: 辅助气体喷射熔融材料。压力不足会留下熔体,从而产生必须磨掉的毛刺。

条纹和粗糙表面光洁度
切割边缘上的垂直条纹通常表明一个或多个切割参数需要调整。
- 光束质量和焦点稳定性: 受污染的透镜或稍微偏离焦点会使光束分布不均匀,产生不规则的条纹。定期的镜头检查和正确的焦点配置会产生显着的差异。
- 进给率错误: 切割速度太快会产生拉线;切割速度太慢会导致材料过度熔化,导致切口变宽并使表面变得粗糙。最佳速度因材料类型和厚度而异。
此表总结了最常见的缺陷、其主要原因以及建议的修复方法:
| 缺陷 | 主要根本原因 | 修复 |
|---|---|---|
| 硬毛刺(浮渣) | 辅助气压太低/焦点太高 | 增加气压;下焦点 |
| 粗糙条纹 | 切割速度太快 | 降低进给速度;检查喷嘴状况 |
| 热影响区较大 | 热量输入过多 | 优化功率和切割速度 |
| 过度氧化 | 氧气反应过于激烈 | 降低氧气压力或改用氮气 |
激光切割优化的 4 个技巧
从源头上阻止缺陷比事后纠正要有效得多。重点关注这四个领域以获得最佳结果。
- 优化焦点位置
对于较厚的材料,请将焦点设置在顶面下方,而不是直接在其上。这种小的调整可以让熔融材料更容易流出,减少熔渣并提高边缘直线度。 - 主辅助气体选择
气体的选择对边缘质量的影响比大多数运营商意识到的要大。氮气可在不锈钢和铝上产生干净、无氧化物的边缘,是外观或涂层附着力的理想选择。氧气虽然会放热并且对厚低碳钢有效,但会留下轻微氧化的表面。 - 找到理想的切削速度
最快的进给速度并不总是最好的。对样品切割进行速度试验,以确定产生最干净边缘的速度,而不仅仅是最快的循环时间。 - 保持喷嘴清洁并居中
磨损或偏心的喷嘴会干扰辅助气流,导致湍流、边缘不均匀和切口宽度不规则。定期检查和更换喷嘴可以轻松获得高回报。

设计完美激光切割零件
工艺设置很重要,但零件设计也很重要。一些小的 CAD 调整可以避免日后大量的修整工作。
- 避免尖锐的内角: 在内角添加小圆角,以防止激光停留并过度熔化材料。
- 遵守孔厚比: 根据经验,孔径应至少等于材料厚度。具有较小孔的较厚坯料往往会爆裂并产生不良的边缘几何形状。
- 保持足够的间距(织带): 距离太近的切割特征会产生热量并使周围的板材变形。在切割之间留下足够的材料,以保持平整度和尺寸精度。
构建经济高效的激光切割工作流程
减少二次精加工通常是降低激光切割零件真实成本的最快方法。通过微调切割参数、选择正确的辅助气体并精心设计零件,制造商可以实现更清洁的边缘、更高的产量和更可预测的生产成本。
JTR 的激光切割服务从交付为下一阶段做好准备的零件的流程开始,无需去毛刺台。如果您在边缘质量方面遇到困难或想要简化钣金工作流程,请联系我们 讨论您的项目。
相关指南
工业技术