

铝挤压加工与数控加工:哪个更具成本效益?
当工程师采购铝零件时,第一选择通常是挤压型材还是用实心坯料加工。两种方法都能提供高质量的结果,但它们的成本和理想应用却存在显着差异。选择错误的流程可能会在第一个单元发货之前悄悄增加每个零件的费用。
本指南详细介绍了挤压之间的核心差异 和数控加工 ,解释了每个流程中资金的实际去向,并展示了混合挤压加工 该策略可以在不牺牲精度的情况下降低 CNC 成本。无论您是设计新的配置文件还是审查现有工作流程,这都是您需要的信息。

了解挤压和数控加工之间的核心区别
这两种工艺都是成熟、经过验证的铝加工技术,但它们服务于不同的设计目标和生产场景。
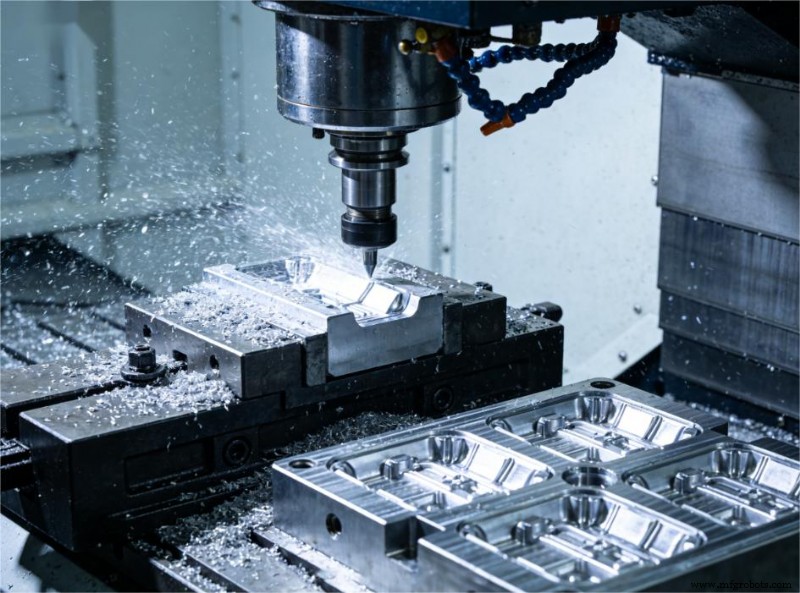
- 数控加工: CNC 控制的切削工具从铝坯料中去除材料,直到达到所需的形状。它几乎可以适应任何具有严格公差的几何形状,但去除的材料会变成切屑和废料。
- 金属挤压: 一种近终形成型工艺,其中加热的铝被迫通过定制钢模具。横截面直接形成,产生长而连续的轮廓,材料损失最小。
数控加工成本与挤压成本:钱去哪儿了?
两种方法之间的成本差距在报价阶段可能并不明显,但在生产过程中就会变得明显。主要驱动因素包括:
- 材料浪费: CNC 加工会产生大量铝屑,这些铝屑永远不会成为最终部件的一部分。在复杂的横截面中,买飞比可能很高——起始坯料的重量可能是成品零件的几倍。相比之下,挤压可以从模具中生产出接近成品的形状,从而大大提高材料利用率。
- 工具和安装费用: CNC 需要经常更换的夹具、工件夹具和易腐烂的切削刀具。挤压需要预先定制钢模具,当模具以最小的额外加工成本运行数千个零件时,这项初始投资就会得到回报。
- 周期时间: 挤出机每分钟可喂入数米的型材。用实心坯料加工复杂的横截面涉及多次走刀和刀具更换,增加了加工时间并直接提高了 CNC 成本。
这些因素决定了任何零件的总成本。下表总结了这两种流程在关键成本维度上的比较。
| 成本因素 | 金属挤压 | 实体 CNC 加工 |
|---|---|---|
| 前期投资 | 中等(模具成本) | 低(无专用工具) |
| 材料利用率 | 高(近净形状) | 低(大量废品) |
| 大批量的每个零件成本 | 通常较低 | 对于基于轮廓的零件通常更高 |
| 缩放速度 | 快 | 较慢 |
混合策略:挤压加工如何降低总体成本
在实践中,最经济的方法很少是纯挤压或纯机械加工。这是一种智能混合挤压加工,可以降低 CNC 成本,同时保持尺寸灵活性。
- 近净形效率: 从已经捕获基本横截面(通道、法兰、内腔)的挤压型材开始,消除了数控机床上可能发生的大部分材料去除。
- 有针对性的二次加工: 仅在必要时应用 CNC(螺纹孔、精密配合面、紧公差孔或模具几何形状未提供的功能),从而减少时间和成本。
- 底线: 从挤压型材开始意味着机器从接近最终的形状开始。将 CNC 的尺寸灵活性与挤压的材料效率相结合,加工时间缩短、刀具磨损减少,并且每个零件的成本显着下降。

选择正确的制造方法
最佳选择取决于零件几何形状、产量和公差要求。请考虑以下准则。
何时对金属零件使用挤压
- 一致的横截面: 该部件沿其长度保持相同的形状 - 典型示例包括散热器、框架、结构导轨、外壳或滑动通道。
- 中到高音量: 一旦模具成本得到摊销,挤压就会变得更加经济——随着产量的增加,每个零件的成本会显着下降。
- 材料效率是首要任务: 当原铝成本推动预算时,近净成型生产可带来真正的优势。
- 基于轮廓的表面特征: 翅片、凹槽、空心型材和类似的几何形状自然适合挤出模具。
何时使用 CNC 加工
- 完全 3D 几何: 缺乏恒定横截面的零件(例如多个面上带有凹槽的外壳或具有复合曲线的支架)更适合 CNC。
- 非均匀横截面: 形状沿轴变化显着的部件需要减材或铸造方法。
- 高度复杂的内部功能: 多轴 CNC 擅长加工深型腔、底切、斜孔和复杂的内部通道。
- 严格的公差要求: 对于多个特征上非常严格的尺寸或位置公差,CNC 通常更可靠。挤压的热量和工艺变化限制了精细的位置控制。
- 低产量或原型: 对于小批量原型,CNC 更加灵活且更具成本效益,因为它可以避免模具投资。
下表并排列出了最常见的设计参数。
| 部分参数 | 更适合挤压 | 更适合 Solid CNC 加工 |
|---|---|---|
| 横截面 | 沿长度均匀/一致 | 变化或完全 3D |
| 音量 | 中到高 | 低到中 |
| 壁厚 | 薄而均匀的墙壁 | 可变壁厚 |
| 严格的精度公差 | 可通过二次加工实现 | 可直接实现 |
准备好优化您的制造策略了吗?
从一开始就选择正确的流程是控制成本和交货时间的最有效方法。最佳方法取决于几何形状、公差和体积。
如果您正在评估新设计或不确定挤压或 CNC 加工是否最合适,请联系 JTR 获取免费的可制造性审核和报价。
相关指南
工业技术