

了解注塑成本:关键因素以及如何削减开支
注塑成型是一种多功能制造工艺,可以生产从单个原型到数百万个零件的任何产品。然而,没有单一的“价格标签”——成本因工具、材料、体积和设计复杂性而有很大差异。以下指南详细分析了主要成本驱动因素,并提供了经过验证的策略来控制您的预算。
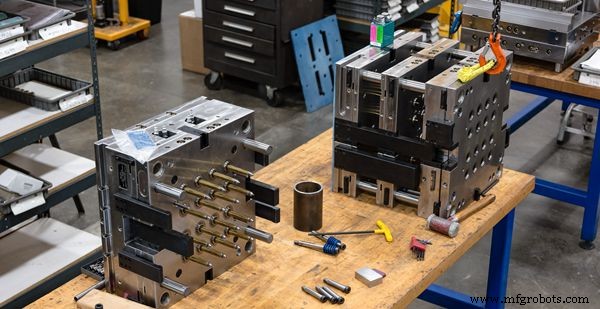
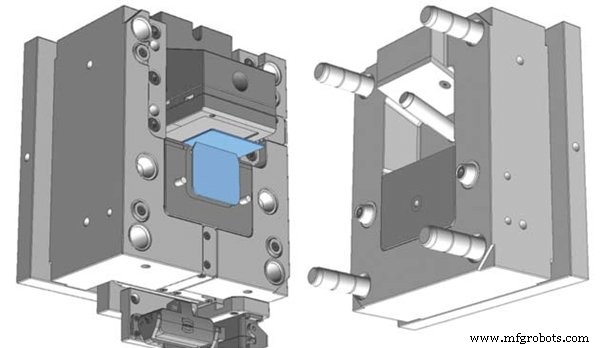
1。工装投资
制造模具及其底座是最重要的前期成本。选择的制造方法决定了价格和您可以达到的精度水平。
数控加工
CNC 加工非常适合铝制或钢制模具。它使用高速切削工具对块进行成形,以合理的成本提供严格的公差和可重复性。
EDM(放电加工)
EDM 擅长通过受控电火花腐蚀金属来生产复杂的特征和严格的公差。它仅限于金属模具,但可为复杂的几何形状提供无与伦比的精度。
3D打印
快速原型 3D 打印可以快速且廉价地生产模芯,特别是对于小批量生产。权衡是有限的构建尺寸和潜在的收缩,但劳动力成本降低。

2。机器选择
选择正确的注塑机会影响资本和运营支出。考虑以下类型:
电动注塑机
这些机器使用电动伺服电机进行精确控制、降低能耗并减少维护。从长远来看,它们具有成本效益,但初始购买价格较高。
液压注塑机
液压系统坚固耐用,可提供稳定的压力,非常适合大批量运行。它们购买起来更便宜,但精度可能较低,并且消耗更多能源。
混合动力注塑机
混合动力结合了电力和液压技术,提供高精度和能源效率。它们的前期成本很高,并且需要复杂的维护。
对于许多企业来说,外包给专业服务提供商可能比投资机器更经济,尤其是对于间歇性生产。
3。树脂和添加剂成本
注塑成型支持多种热塑性塑料——PC、ABS、PU、PP、PE——每公斤的价格通常在 1 至 5 美元之间。最终成本取决于所需材料的数量以及用于颜色、阻燃性或冲击强度的任何添加剂。

4。零件设计和生产变量
零件的设计、尺寸和体积直接影响成型成本。了解每个变量可以帮助您优化预算。
复杂性
高度精细的零件需要更昂贵的模具、额外的材料和更长的周期时间。简化几何形状(删除不必要的特征)可降低模具和周期成本。
尺寸
较大的零件消耗更多的树脂,并且可能需要更大的机器或多个模具。将模具尺寸与零件尺寸相匹配可确保材料和设备的有效利用。
底切
底切使顶出变得复杂,并且通常需要专门的机制,从而增加了模具成本。如果可能,重新设计以消除它们或使用滑芯并调整分型线。
表面处理和外观
喷砂或高级抛光等装饰性饰面会增加劳动力,并且可能需要额外的模具型腔。评估额外成本是否能带来可衡量的价值。

5。劳工和支持服务
虽然该过程高度自动化,但关键的人工输入仍然存在:
- 设置 – 配置机器和模具需要熟练的技术人员。
- 维护 – 例行检查和维修保持设备平稳运行。
- 操作员监督 – 操作员监控循环参数并在需要时进行干预。
产量也会影响成本结构。下表说明了低、中、高容量的典型成本细分。

小批量生产(100–2,000 件)
对于小批量生产,快速模具(例如 3D 打印型芯)和简单机器可降低成本。典型的 100 件运行可能如下所示:
- 零件:100–1,000
- 模具成本:100 美元至 1,000 美元
- 每个零件的原材料:0.50 美元
- 材料总额:50–500 美元
- 每个零件的人工:$3–$30
- 总劳动力:$300–$3,000
- 总计:$450–$4,500
- 每个零件的成本:4.50 美元
中批量生产(5,000–10,000 件)
中档运行受益于预硬化钢或铝模具。一批 5,000 件的成本可能为:
- 零件:5,000–10,000
- 模具成本:2,500 美元至 5,000 美元
- 每个零件的原材料:0.50 美元
- 材料总额:2,500 美元–5,000 美元
- 每个零件的人工:2 美元
- 总劳动力:10,000 美元–20,000 美元
- 总计:15,000 美元–30,000 美元
- 每个零件的成本:3.00 美元
大批量生产(100,000–300,000 件)
大批量生产通常使用钢模具和大容量机器,将前期投资分散到许多单元。
- 零件:100,000–300,000
- 模具成本:25,000 美元–75,000 美元
- 每个零件的原材料:0.50 美元
- 材料总额:50,000 美元–150,000 美元
- 每个零件的人工:1 美元
- 总劳动力:100,000 美元–300,000 美元
- 总计:175,000 美元–525,000 美元
- 每个零件的成本:1.75 美元
显然,随着产量的增加,单位成本急剧下降,使得注塑成型对于大规模生产来说非常经济。
以下是在不牺牲质量的情况下削减成本的其他策略。

使用制造设计 (DFM)
DFM 涉及在考虑制造限制的情况下制作零件,平衡性能、成本和生产简易性。早期 DFM 审查可以通过在模具开始之前消除昂贵的功能来节省数千美元。
简化功能
去除不必要的圆角、凹槽或不增加功能价值的装饰纹理。每个额外的功能可能需要新的模腔或额外的加工步骤。
考虑通用模具
当不需要定制形状时,通用或标准模具可以以更低的价格提供同等的质量。始终准备好最终的 CAD 模型,以便及早发现潜在的 DFM 问题。
选择经济高效的材料
ABS、聚丙烯和其他商品热塑性塑料提供较低的树脂价格,同时满足大多数机械要求。仅当性能要求证明溢价合理时才使用更高等级的材料。
探索嵌件成型
嵌件成型和包覆成型允许您在一个循环中将塑料与金属或橡胶部件结合在一起,从而无需单独的紧固或组装步骤。
限制模具型腔
每个额外的型腔都会增加模具成本。使用模流分析来确定在不影响零件质量的情况下减少型腔数量的机会。
设计自配合零件
旋转时卡合在一起的零件节省了装配劳动力,并允许单个半模生产整个部件,从而有效地将模具成本减半。
注塑仍然是当今最广泛使用的制造方法之一。通过了解其成本驱动因素并应用智能设计选择,您可以优化生产效率和盈利能力。
注塑贵吗?
成本取决于体积和零件复杂性。对于大批量、低复杂性的零件,注塑成型通常是最经济的途径。
注塑成本是多少?
价格从单个原型的几百美元到大批量生产的数十万美元不等,反映了应用的多样性。
注塑成型可以使用塑料以外的材料吗?
虽然热塑性塑料占主导地位,但注射成型还可以加工金属、弹性体和复合材料,从而拓宽了其适用性。
工业技术