

组合锁
背景
密码锁不是用钥匙打开的,而是通过将其内部部件对齐在一个确定的位置来打开的。最常见的类型有一个内部机构,由一系列三个或四个相互连接的环或圆盘组成,这些圆环或圆盘连接到中心轴并由中心轴转动。手动旋转外部旋钮或刻度盘会转动圆盘,每个圆盘都经过“编程”以停在有缺口的开口或门上。但是,对于四盘锁,需要对表盘进行一定的初步旋转才能使锁移动正确的盘。旋钮必须首先向右旋转并旋转超过第一个数字四次,然后才能停在标记下方。接下来,以相反的方向旋转,旋钮必须通过第二个数字三次。再次反转方向,用户必须将拨号盘旋转两次超过第三个数字,依此类推。当所有环的孔对齐时,它们使弹簧加载螺栓上的突起滑过,释放螺栓并打开锁。
密码锁有两种:手动和钥匙更换。一种不使用内轮的手动密码锁是按钮锁,通常安装在办公室门上并提供一定的安全措施。按顺序或一起按下三个或四个按钮会释放一个轴或锁舌,让门打开。内部机构的操作类似于传统的挂锁。
许多人记得学校储物柜上的简单挂锁。挑选这些和其他低价密码锁通常是一种游戏——而且经常成功玩。通过练习,一个有抱负的开锁者实际上可以听到当螺栓上的突起与圆盘上的凹口对齐时发出的咔嗒声。然而,更好的锁的制造商在圆盘上设计了假门,使破解锁变得极其困难。只有专家才能区分三个或三个以上的假门和真门,而且,由于带有四个圆盘的锁可以使用 100,000,000 种可能的组合中的任何一种,因此不太可能偶然识别出正确的组合。
密码锁是在中国发明的,尽管历史记载很少提供有关其发展的具体信息。密码锁在 1800 年代中期开始在美国流行用于保护银行金库。正如西方电影所证明的那样,集成在金库门中的锁是对旧西部历史的多彩注脚。 1873 年,詹姆斯·萨金特 (James Sargent) 通过完善时间锁挫败了许多真正的银行劫匪,该时间锁与密码锁相结合,可以让每个人都远离金库,直到调节锁的时钟到达设定的打开时间,通常是一天一次。
原材料
典型的挂锁密码锁有二十个组成部分,一般由不锈钢制成 或经过电镀或涂层处理以抵抗腐蚀的冷轧钢。密码锁的构造可以使用一生,并且它们的部件不需要维修或更换。除了钢材,密码锁还需要另外两种原材料。尼龙用于分隔圆盘的垫片,使它们能够独立转动,而锌合金 zamak 在压力下成型以形成杆、轴和外部表盘。
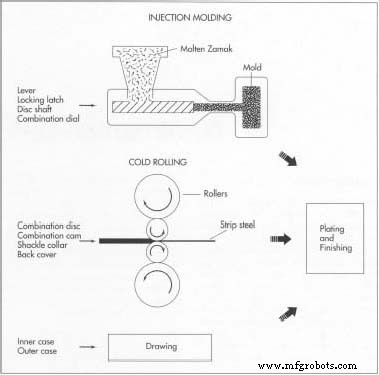 密码锁中的各个部件是用多种方式制作而成的。一些部件,例如由zamak 制成的部件,是注塑成型的——zamak 被加热到熔融状态并被压入所需形状的模具中。其他部件,例如组合凸轮和圆盘,是冷轧的——在重型辊子之间通过。还有其他部件被拉制或加工成适当的形状。然后对大多数组件进行电镀和精加工以防止腐蚀。
密码锁中的各个部件是用多种方式制作而成的。一些部件,例如由zamak 制成的部件,是注塑成型的——zamak 被加热到熔融状态并被压入所需形状的模具中。其他部件,例如组合凸轮和圆盘,是冷轧的——在重型辊子之间通过。还有其他部件被拉制或加工成适当的形状。然后对大多数组件进行电镀和精加工以防止腐蚀。
设计
密码锁的部件可分为内部部件和外部部件两大类。除了伸展时的弹簧外,所有内部零件的长度都不超过两英寸(5.08 厘米)。锁定机构的内部工作包括杠杆和支撑杠杆柱以及一个圆盘轴,圆盘垫片和组合圆盘围绕该圆盘轴转动。两个、三个或四个组合盘是该机构的关键精密元件,但它是组合凸轮,一个带缺口的盘,为锁定机构生成组合。凸轮还连接到由锁的用户转动的外部组合拨号盘。内部碟形弹簧在张力下支撑组合碟,使组合能够被拨动。锁壳中的其他内部组件包括一个钩环环,该环环将钩环(当锁被打开时与锁壳分离的 U 形部件)保持在锁定位置,并带有一个安装在钩环槽口中的闩锁。内壳将所有内部零件封闭起来,并赋予锁体外壳强度。外部零件包括锁的外壳、锁扣、后盖和组合拨盘。
制造
过程
典型密码锁的 20 个组成部分在各种手动和自动机器上成型、拉制、切割、压制和模制。
制作内部组件
- 1 杠杆、锁闩和圆盘轴均采用注塑成型工艺,将熔融的zamak倒入模具中,加热加压直至凝固成模具的形状。虽然立柱是在室温下成型的,但它也是在高压下成型的。
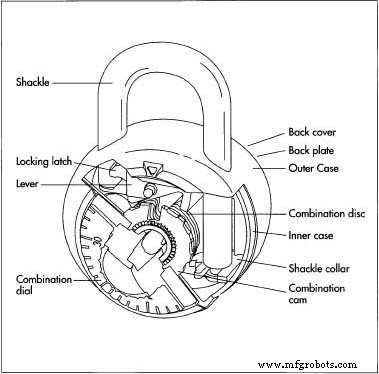 一个完全构造的密码锁。是组合凸轮,一个带缺口的圆盘,产生锁定机构的组合。密码锁经久耐用,其端口无需维修或更换。
一个完全构造的密码锁。是组合凸轮,一个带缺口的圆盘,产生锁定机构的组合。密码锁经久耐用,其端口无需维修或更换。 组合盘和凸轮采用冷轧——在巨大的轧辊下不经加热——扁钢制成;冷轧后,钢材被放入冲裁模,一个精密的饼干切割机,它切割(或冲裁)出适当形状的零件。内部碟形弹簧由不锈钢圆线制成,在弹簧卷线器上生产,可自动扭曲和转动线材,形成传统的螺旋弹簧。卸扣环与组合盘和凸轮一样,是由冷轧扁钢在冲裁模具中冲裁而成。内壳由扁钢带制成并拉制成杯状。这个过程需要很大的压力来拉伸和压缩材料,因为它在模具周围被挤压或拉伸,模具的形状。
制作外部零件
- 2 外壳的制造与内壳类似,但由不锈钢板而不是钢带制成。后盖也是不锈钢,在冲裁模中冲裁。耐用的卸扣由圆棒料制成,并在螺丝机上加工,然后成型为 U 形并带有凹槽以接受锁定闩锁。最后经过退火(加热至高温,然后在水中淬火)使其能够抵抗钢锯和断线钳。组合表盘,也是 zamak,注塑成型,然后镀铬。该过程包括在富含铬的盐浴中加热零件。钢吸收铬,铬在快速冷却时在表面硬化。表盘被涂成黑色和白色擦拭,使数字突出显示在黑色表面上。
电镀元件
- 3 可以使用多种电镀和精加工工艺来保护组件免受腐蚀。杠杆、圆盘轴、组合凸轮和表盘都经过镀铬处理。内壳、卸扣环和杠杆柱均镀镉。卸扣和锁扣是镀铜的。不锈钢外壳经过机械抛光以增强光泽。
组装锁
- 4 组件的组装精确,背板圆盘轴、组合凸轮和垫片形成一个子组件。外壳和内壳铆接在一起,然后在卸扣插入的地方刺穿。然后将组合表盘、外壳和内壳单元以及组合凸轮紧固在一起。最后,将这些子组件和其余部件装配在一起。锁盒关闭,边缘折叠并密封。不使用可以用适当工具松开的传统硬件紧固件。
标签和包装
- 5 剩下的操作是将可移除的标签或标签应用到锁上。这个标签上是组合,由机器抽签随机确定。今天的锁制造商小心翼翼地保护他们的密码设置程序。典型的密码锁以泡罩包装出售,这种包装是一种带有硬纸板背衬的刚性模制塑料,但也可以单独装箱。
质量控制
任何锁在包装之前,许多制造商都会对锁定和解锁顺序进行完整的测试。在制造和组装期间,其他检查和测量由各个操作员在他们的站点执行。今天的密码锁以其卓越的可靠性和耐用性而享有盛誉。
制造工艺