

拉链
背景
自从早期的骨头或角销和骨头碎片以来,紧固件已经走了很长一段路。许多设备是后来设计的,效率更高;此类紧固件包括带扣、鞋带、安全别针和纽扣。带扣眼的纽扣虽然在今天仍然是一种重要的实用闭合方法,但也有其困难。拉链最初是为了取代 19 世纪时每只鞋上必须扣上多达 40 个小纽扣的烦人做法而设计的。
1851 年,缝纫机的发明者 Elias Howe 开发了他所谓的 自动连续衣服闭合装置。 它由一系列扣环组成,这些扣环由一根在肋骨上运行或滑动的连接绳连接在一起。尽管这一巧妙突破具有潜力,但该发明从未上市。
另一位发明家 Whitcomb L. Judson 提出了拉链的想法,并于 1893 年获得了专利。Judson 的机制是钩子和眼睛的排列,带有可以连接它们的滑扣。贾德森在 1893 年芝加哥世界哥伦比亚博览会上展示了这种新型扣式储物柜后,他得到了刘易斯沃克的资金支持,并于 1894 年共同创立了环球紧固件公司。
第一个拉链对简单的纽扣没有太大的改进,在接下来的十年里,创新进展缓慢。 Judson 发明了一种可以完全分开的拉链(就像今天夹克上的拉链),他发现最好将牙齿直接夹在可以缝在衣服上的布带上,而不是将牙齿本身缝在衣服上服装。
直到 1906 年,当 Otto Frederick Gideon Sundback 加入 Judson 的公司(当时称为 Automatic Hook and Eye Company)时,拉链仍然容易被打开和粘住。他在 1913 年获得的 Plako 专利被认为是现代拉链的开端。他的“无钩一号”是一种用钳子夹住珠子的装置,很快就被“无钩二号”所取代,这与现代拉链非常相似。迄今为止,嵌套的杯形齿形成了最好的拉链,而一台可以在一个过程中冲压出金属的机器使营销新的紧固件成为可能。
第一个拉链在第一次世界大战中被引入,用作士兵钱带、飞行服和救生衣的紧固件。由于战争短缺,Sundback 开发了一种新机器,该机器仅使用旧机器所需金属的 40% 左右。
直到 1920 年代,B. F. Goodrich 要求在其公司的套鞋中使用一些拉链,才开始为公众生产拉链。是 Goodrich 的总裁 Bertram G. Work 提出了 zipper, 这个词 但他希望它指的是靴子本身,而不是固定它们的装置,他认为将其称为拉链更合适。
拉链的下一次变化也是由一场战争促成的——二战。德国的拉链厂被毁,金属稀缺。一家西德公司 Opti-Werk GmbH 开始研究新塑料,这项研究获得了多项专利。 J. R. Ruhrman 和他的同事因开发塑料梯子链而获得德国专利。奥尔登·W·汉森 (Alden W. Hanson) 于 1940 年设计了一种方法 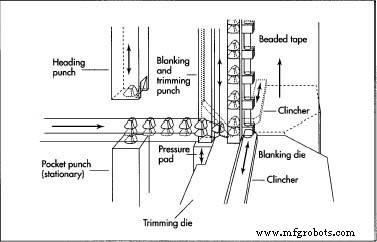 纵梁由构成拉链一侧的胶带(或布)和齿组成。一种制造纵梁的方法需要在打头冲头和口袋冲头之间穿过扁平的线材以形成勺子。下料冲头在勺子周围切割,形成 Y 形。然后将 Y 的腿夹在布带上。这样就可以将塑料线圈缝在拉链布上。随后是由 A. Gerbach 和 William Prym-Wencie 公司独立开发的带缺口塑料线,实际上可以将其编织到布料中。
纵梁由构成拉链一侧的胶带(或布)和齿组成。一种制造纵梁的方法需要在打头冲头和口袋冲头之间穿过扁平的线材以形成勺子。下料冲头在勺子周围切割,形成 Y 形。然后将 Y 的腿夹在布带上。这样就可以将塑料线圈缝在拉链布上。随后是由 A. Gerbach 和 William Prym-Wencie 公司独立开发的带缺口塑料线,实际上可以将其编织到布料中。
在经历了缓慢的起步之后,没过多久,拉链销量猛增。 1917 年,销售了 24,000 条拉链; 1934年,这一数字上升到6000万。今天,拉链很容易生产和销售,价值数十亿,从蓝色牛仔裤 到睡袋。
原材料
拉链的基本要素是: 纵梁(构成拉链一侧的带子和齿组件);滑块(打开和关闭拉链);一个标签(拉动滑块);并停止(防止滑块离开链条)。分开的拉链,而不是连接纵梁的底部止动件,有两个装置——一个盒子和一个别针——放在一起时起到止动件的作用。
金属拉链硬件可以由不锈钢制成, 铝、黄铜、锌或镍银合金。有时钢拉链会涂上黄铜或锌,或者可能会涂上油漆以匹配布带或服装的颜色。带有塑料硬件的拉链由聚酯或尼龙制成,而滑块和拉环通常由钢或锌制成。布带由棉、聚酯或两者的混合物制成。对于两端开口的拉链,末端通常不会缝在衣服上,因此当拉链只在一端打开时,它们会被隐藏起来。这些拉链使用结实的棉带(已用尼龙加固)加固以防止磨损。
制造
过程
今天的拉链包括金属或塑料的关键部件。除了这一非常重要的区别之外,生产成品的步骤基本相同。
制作纵梁 — 金属拉链
- 1 纵梁由构成拉链一侧的带子(或布)和齿组成。制作金属拉链纵梁的最古老工艺是 Otto Sundback 于 1923 年发明的工艺。将圆线通过轧机,将其成型为 Y 形。然后将这根线切割成一个齿,其宽度适合所需的拉链类型。然后将牙齿放入旋转转盘上的槽中,用模具将其冲压成勺状。转盘旋转 90 度,另一个齿被送入槽中。再转 90 度后,第一个齿是
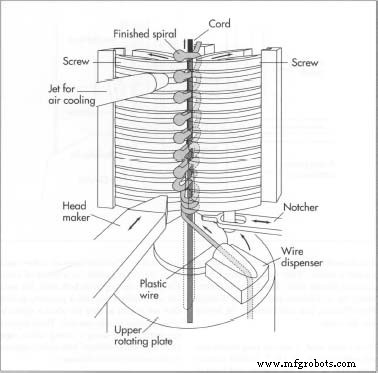 为了制作螺旋塑料拉链的纵梁,将圆形塑料线切开,然后在两个加热螺钉之间进给.这些螺钉,一个顺时针旋转,另一个逆时针旋转,将塑料线拉出以形成环。每个环前面的头部制造器然后将其形成为圆形旋钮。这种方法需要在两台独立的机器上同时制作左螺旋和右螺旋,以便链条在成品拉链上匹配。夹在布带上。夹住后,胶带必须稍微升高超过勺子厚度的两倍 - 杯状齿 - 为完成的拉链上的相对齿留出空间。一个缓慢而乏味的过程,它的受欢迎程度已经减弱。
为了制作螺旋塑料拉链的纵梁,将圆形塑料线切开,然后在两个加热螺钉之间进给.这些螺钉,一个顺时针旋转,另一个逆时针旋转,将塑料线拉出以形成环。每个环前面的头部制造器然后将其形成为圆形旋钮。这种方法需要在两台独立的机器上同时制作左螺旋和右螺旋,以便链条在成品拉链上匹配。夹在布带上。夹住后,胶带必须稍微升高超过勺子厚度的两倍 - 杯状齿 - 为完成的拉链上的相对齿留出空间。一个缓慢而乏味的过程,它的受欢迎程度已经减弱。 另一种类似的方法起源于 1940 年代。这需要一条压扁的金属丝在打头冲头和口袋冲头之间通过以形成勺子。下料冲头在勺子周围切割,形成 Y 形。然后将 Y 的腿夹在布带上。事实证明,这种方法比 Sundback 的原始方法更快、更有效。
- 2 1930 年代开发的另一种方法是使用熔融金属形成牙齿。一个形状像一串牙齿的模具被夹在布带周围。然后在压力下将熔融锌注入模具中。水冷却模具,然后释放成型的牙齿。修剪任何残留物。
制作纵梁 — 塑料拉链
- 3 塑料拉链可以是螺旋形、齿形、梯形或直接编织到织物中。有两种方法可以制作螺旋塑料拉链的纵梁。第一个涉及在将圆形塑料线送入两个加热螺钉之间之前对它进行刻槽。这些螺钉,一个顺时针旋转,另一个逆时针旋转,将塑料线拉出以形成环。每个环前面的头部制造器然后将其形成为圆形旋钮。接下来,塑料螺旋被空气冷却。这种方法需要在两台独立的机器上同时制作左螺旋和右螺旋,以便链条在成品拉链上匹配。
螺旋塑料拉链的第二种方法是在一台机器上同时使左右螺旋。一根金属丝在旋转成型轮上的凹口之间环绕两次。推动器和头部制造器同时将塑料线牢牢地压入凹口并形成头部。这个过程使两条已经连接在一起的链条缝在两条布带上。
- 4 为制造带齿塑料拉链的纵梁,使用的成型工艺类似于上述步骤#2 中描述的金属工艺。一个旋转的轮子的边缘有几个小模具,形状像扁平的牙齿。两根绳子穿过模具将完成的牙齿连接在一起。半熔融塑料被送入模具中,在那里保持直到凝固。折叠机将齿弯曲成 U 形,可以缝在布带上。
- 5 梯形塑料拉链的纵梁是通过将塑料线缠绕在交替的线轴上制成的,线轴从旋转成型轮的边缘伸出。每侧的剥离器将环从线轴上提起,同时一个开槽轮将环压成 U 形并在齿上形成头,然后将其缝在布带上。
- 6 高级服装拉链可以通过将塑料线直接编织到布料中来制作,使用与布料编织相同的方法。这种方法在美国并不常见,但这种拉链经常进口。
完成制造
过程
- 7 单个纵梁制作完成后,首先使用类似于滑块的临时装置将它们连接在一起。然后将它们压紧,对于金属拉链,钢丝刷会擦洗锋利的边缘。然后将胶带上浆、拧干并干燥。然后为金属拉链打蜡以确保操作顺畅,两种类型的拉链都被滚到巨大的线轴上,以便稍后形成完整的拉链。
- 8 滑块和拉环由金属冲压或压铸后单独组装。然后将连续的拉链带从其线轴上展开,并每隔一段时间去除其齿,从而在较小的链条周围留下空间。只开一端的拉链,先夹下止,再穿拉头
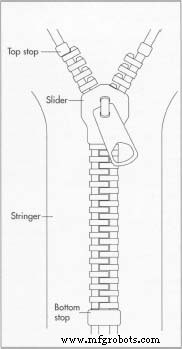 拉链的基本要素是纵梁(构成拉链一侧的带子和齿组件) );滑块(打开和关闭拉链);一个标签(拉动滑块);并停止(防止滑块离开链条)。到链条上。接下来,夹住顶部挡块,并在中点切割齿段之间的间隙。对于分开的拉链,每个缝隙的中点都涂有加强带,并夹上顶部挡块。然后将胶带切片以再次分离链条条。然后将滑块和盒子滑到一条链上,销钉滑到另一条链上。
拉链的基本要素是纵梁(构成拉链一侧的带子和齿组件) );滑块(打开和关闭拉链);一个标签(拉动滑块);并停止(防止滑块离开链条)。到链条上。接下来,夹住顶部挡块,并在中点切割齿段之间的间隙。对于分开的拉链,每个缝隙的中点都涂有加强带,并夹上顶部挡块。然后将胶带切片以再次分离链条条。然后将滑块和盒子滑到一条链上,销钉滑到另一条链上。 - 9 成品拉链被堆叠起来,放入箱子中,然后用卡车运送到服装制造商、行李箱制造商或任何其他依赖拉链的制造商。有些还运往百货公司或面料店,供消费者直接购买。
质量控制
拉链尽管数量众多且使用起来几乎无后顾之忧,但它是一种复杂的装置,依赖于微小的杯状齿的平滑、几乎完美的连接。因为它们通常被设计为服装的扣件,所以它们也必须经历类似于经常洗涤和磨损的服装的一系列测试。
每次都能顺畅运行的拉链是拉链制造商的目标,而这种可靠性必然取决于公差。拉链的每个尺寸——其宽度、长度、带子末端长度、齿尺寸、链条长度、滑动尺寸和止动长度,仅举几例——都要经过仔细审查,以确定值是否在可接受的范围内。取样员使用统计分析来检查一批拉链的范围。一般来说,拉链的尺寸必须在所需长度的 90% 以内,但在大多数情况下,它更接近 99%。
测试拉链的平整度和直线度。平整度是通过在其上方设置一定高度的量规来测量的;如果量规多次接触拉链,则拉链有缺陷。为了测量直线度,将拉链放在直边上并仔细检查是否有任何弯曲。
拉链强度很重要。这意味着牙齿不应轻易脱落,拉链也不应容易断裂。为了测试强度,拉伸试验机通过钩子连接到牙齿上。然后拉动机器,一个量规测量牙齿与布料分离的力。这些相同的拉伸试验机用于测试整个拉链的强度。每个布带上都有一个机器,然后拉动。测量将拉链完全拉开成两个独立部分所需的力。可接受的强度值取决于正在制造的拉链类型:重型拉链比轻型拉链需要更高的值。拉链也被压缩以查看它们何时断裂。
为了测量拉链是否容易拉上拉链,拉力试验机测量上下拉链所需的力。对于服装,这个值应该很低,这样一般人可以轻松拉上拉链,并且服装材料不会撕裂。用于其他用途,例如床垫 覆盖,力可以更高。
成品样品拉链必须符合纺织品质量控制要求。通过在少量热水、大量漂白剂和研磨剂中洗涤以模拟多次洗涤来测试其耐洗性。还用小钢球搅动拉链,以测试拉链涂层的磨损情况。
根据服装的保养说明,拉链带的布料必须是不褪色的。例如,如果服装只能干洗,则其拉链在干洗期间必须不褪色。
还测试了收缩率。布带上做了两个标记。拉链加热或洗涤后,测量两个标记之间的长度变化。重量级拉链应该没有缩水。轻质拉链的收缩率应为 1% 至 4%。
制造工艺