

什么是无心磨削?有心磨削和无心磨削工艺有什么区别?
我们都知道磨削,也一定见过需要高光洁度表面的地方。磨削是一种通过磨料来完成的加工过程。如果说无心磨削的话顾名思义,这种磨削是没有任何固定中心的,即无心磨削没有任何夹具将工件定位和固定在固定位置。它也是一种加工工艺,用于为工件提供光滑的表面。
无心磨削:
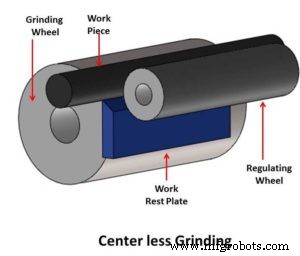
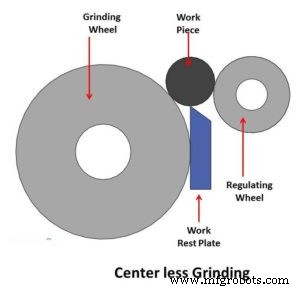
在中心,少磨工件没有固定中心或任何类型的卡盘。工件在两个滚子之间旋转,两个轮子同向旋转不同一个轮子叫砂轮,一个轮子叫调速轮,工件不带任何运动附件,由调速轮给工件提供运动,工件的磨削是在两个旋转之间进行的。调整轮是橡胶粘合的,对工件施加侧向压力以避免休眠。砂轮和调整轮之间的相对速度负责通过剪切作用去除材料。砂轮绕固定轴旋转,与工件相比具有更高的角速度,仅砂轮负责加工,调节轮仅施加外部压力进行适当的磨削;它提供线性进给到工件。调节轮不是固定在其轴线上的,它是可移动的,因此工件和砂轮之间应保持适当的接触。工件放置在固定的工作台上,砂轮与调节轮一起涉及工件位置的调整。
无心磨可以分为无心外圆磨和无心内圆磨两种。我们熟悉的外圆磨是用于工件外表面的精加工但是内无心磨削有一些特殊的应用,例如轴的孔磨削和其他内部精加工操作。与无心外圆磨削相比,内无心磨削的设置相当复杂。
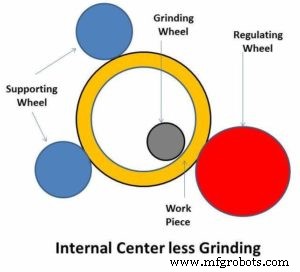
它有四个旋转轮,分别称为压辊轮、支撑作用轮、调节轮和砂轮。砂轮保持在工件内部,因为它是内圆磨削操作,而三个轮子在工件外旋转,压辊轮从外部施加均匀的压力,在磨削过程中支撑轮支撑工件。调节轮的作用同上。
有心磨和无心磨的区别 :
两种磨削的主要目标相同,但工艺不同。两种工艺都有各自的应用、优缺点。根据工作操作,以下是它们之间的一些区别有心磨削和无心磨削。
| 中心打磨 | 无心磨削 | |
| 1. | 在中心磨削工件有固定中心 | 在中心,较少的磨削工件没有任何固定的中心位置。 |
| 2. | 工件保持在夹头的两个中心之间,并且与夹头的轴线同轴。 | 工件放置在两个旋转轮之间进行上述加工操作。 |
| 3. | 工件通过机床的主轴箱旋转,但在某些情况下,工件可能是静止的,只有砂轮在旋转。 | 中心少磨,工件仅靠调节轮转动,砂轮转动。 |
| 4. | 工件被固定在固定的钳口中,这就是为什么工件的装卸是相当复杂和耗时的过程。 | 在这种情况下,由于减少了设置时间,因此与中心磨削操作相比,工件的装载和卸载非常容易并且消耗的时间更少。 |
| 5. | 与无心磨削相比,大批量生产不是很经济。 | 适合大批量生产,非常经济。 |
| 6. | 使用中心磨削可以加工出任何形状和尺寸的工件,具有更好的精度和光洁度。 | 无心磨削只加工圆柱形工件。它不能加工平面。 |
这都是关于无心磨削的。如果您对本文有任何疑问,请在评论中提问。如果您喜欢这篇文章,请不要忘记在社交网络上分享。订阅我们的网站获取更多信息的文章。感谢阅读。
制造工艺