

双粗捏磨将循环时间缩短一半

今天制造业的“对速度的需求”比过去更加真实,因为客户需要更快的产品周转时间。如果一个制造商无法满足,客户会找到另一家可以满足的公司。因此,许多机械厂正在发明流程——或投资新的更高效的设备——以实现
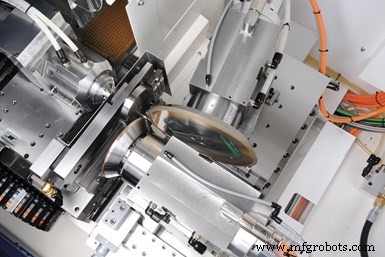
两张照片都显示了双粗圆柱捏磨工艺。然而,上面的照片显示车轮定位在 10 度。在这里,砂轮几乎与零件轴线一致移动。如果砂轮以这样的轴向运动推进到材料中,则砂轮可以更有效地研磨。然而,在 90 度时(下图),车轮可以进行后角和凹槽的运动,但与 10 度位置相比,会引入更多的振动。根据 Rollomatic 的说法,如果配置文件允许,应使用 10 度位置。图片来源:Rollomatic Inc.
生产速度更快。
模具制造商也是如此。一种可以帮助他们做到这一点的工艺是另一种夹紧磨削工艺,称为双粗夹紧外圆磨削。与传统的捏磨相比,新的磨削工艺不仅将循环时间缩短了一半,而且产生的热量更少,而且工艺更安静,仅举一些优势。
这种双粗夹紧磨削方法是由 Rollomatic Inc. 设计的,专门用于硬质合金刀具和 T 型槽刀具的毛坯制备。该工艺已集成到公司最初于 1996 年开发的 ShapeSmart NP50 挤压/剥离磨床中。
该方法不同于传统的捏磨,后者使用前粗轮去除大部分材料,然后紧随其后的是相反的精轮以提供精细的光洁度。在同时磨削过程中,两个砂轮彼此相对,因此抵消了它们对零件的压力。相反,在双粗夹持磨削期间,两个磨削站都配备有粗磨粒度的金刚石砂轮。这两个粗加工轮同步运行,但引导轮完成大部分材料去除。另一个轮子清理第一个轮子留下的材料。第二轮的滞后距离取决于沿轮廓的位置,因为双粗加工工艺是专门为工具坯料的颈缩而开发的。
磨削主轴也是该过程的重要组成部分。 NP50 的同步直驱主轴每个都有一个 19 马力的峰值,带有一个同步电机,可在运行期间提供恒定的速度。根据 Rollomatic 的说法,扭矩曲线也非常高效。同步电机的旋转力不会随着转速的升高而降低。
机器上高效的同步主轴也很有好处,因为它们的功耗仅为 35% 或更低。因此,它们不会将任何热量释放到机器或磨削过程中。据说,与感应电机相比,即使在负载下,它们的运行也更安静。
重点案例
Rollomatic 建议这种磨削方法最适合硬质合金和硬化钢工件。据说这些材料的硬度和耐热性使其成为可磨性的最佳选择。
例如,在 100 块柄径为 5/8 英寸、颈部直径为 0.400 英寸、颈部长度为 2.25 英寸的整体硬质合金坯料的试生产中,双粗夹捏磨削将循环时间缩短至 5 分钟和 5 分钟。据该公司称,与传统粗/精捏磨的周期时间约为 10 分钟相比,秒数。

这种整体硬质合金 T 型槽毛坯经过磨削采用双粗捏磨技术。在 ShapeSmart NP50 挤压/剥离磨床使用双粗挤压磨削的试生产运行中,没有装载/卸载的循环时间为 5 分钟。和 5 秒。
可接受的表面处理,改进的可重复性
与使用精加工金刚石砂轮的 1.2 微英寸相比,双粗捏磨可以实现 12 到 32 微英寸的表面光洁度。
这种研磨方法的可重复过程是另一个优点。 Rollomatic 表示,操作员可以设置磨削作业,而无需连续细致地调整最佳进给量和速度。
该技术的可重复性还可以实现大批量生产,而无需经常修整砂轮。该公司表示,与细砂轮相比,粗砂轮通常具有更好的边角保持力。
NP50 磨床不仅具有双粗夹紧磨削所提供的所有效率优势,还提供了更多功能,可提高生产率。
虽然机器提供了这种双粗夹磨技术,但仍然可以在机器上进行粗夹磨和精夹磨。此外,还提供零件测量和自动加载单元等选项。
如果过程中零件测量对应用很重要,Rollomatic 提供马波斯直径计作为机器上的一个选项。该单元沿刀具轴线测量一个位置的直径,并通过反馈信号向机器发出自动轮位补偿。据该公司称,这种校正在环境温度变化和砂轮磨损的情况下很有用。该量规还可用于探测平面,并根据平面预设零件的圆形位置。

ShapeSmart NP50捏/剥研磨机不仅可以进行传统的捏/剥研磨,还升级为使用双粗捏磨技术。双粗夹紧磨削可将循环时间缩短一半,提高表面光洁度,同时产生更少的热量和噪音。
自动装载装置也可以集成到标准 NP50 机器中。考虑到快速设置速度,该公司开发了一种三轴、高速自动取放工具装载机。它使用预先校准的暗盒和夹持器设计,无需重新设置夹持器位置即可夹持不同直径。
滚动 | rollomatic.ch/en
工业设备