

接近最终形状以减少浪费、降低成本并节省时间
近净成形制造如何节省时间和金钱?
金属制品是通过铸造、锻造或机械加工制造的、 有时会造成浪费。近净成形制造旨在生产尽可能接近其最终形状的物品或零件,从而减少浪费、节省时间和金钱,并通过减少能源和资源需求来减少对环境的影响。

什么是近净成形制造?
接近最终形状制造是计划生产过程以使物体尽可能接近其最终形状的做法,从而减少生产成品所需的时间。
什么是投射?

铸造通常是近净成形制造的第一步。铸造包括将热金属倒入预成型模具中以形成接近最终形状的产品。大多数铸造厂使用砂型铸造来制造金属铸件。砂型铸造使用砂型将热金属成型为物体。砂铸最早于公元 1300 年左右在中国最早的统治王朝商朝使用。
熔模铸造(有时称为精密铸造或失蜡铸造)比砂型铸造产生的废物更少,产生的物体更接近最终形状。熔模铸造起源于 6000 年前,历史上被用来制作复杂的雕塑和珠宝。虽然熔模铸造比砂型铸造更接近最终成型的产品,但熔模铸造是一个更复杂、劳动密集型的工艺,这可能会导致更高的总体生产成本,具体取决于项目。
什么是铸件收缩率?
您在高中物理中学到的相同原理——热膨胀、冷收缩——也适用于金属制造。金属受热膨胀,冷却收缩,这一过程称为热膨胀。
铸造过程中的热膨胀效应会导致产品缺陷,例如由于铸造收缩而产生的缩孔。铸造厂使用冒口,即铸模中内置的额外熔融金属储存器,以减少收缩并防止在冷却铸件内形成空腔。被称为“热浇头”的绝缘材料有助于在铸件中的金属凝固时保持冒口温度。必须从最终产品中移除冒口,从而产生金属废料。
收缩余量
金属根据其元素和成分对热膨胀的反应不同,但收缩也可能受到铸造设计的影响。这些是铸造过程中典型的收缩余量:
金属
430
灰口铸铁
0.7到1.05
白口铸铁
2.1
可锻铸铁
1.5
钢
2.0
黄铜
1.4
铝
1.8
铝合金
1.3到1.6
青铜
1.05到2.1
镁
1.8
锌
2.5
锰钢
2.6
因此,金属的选择会影响铸造金属物体的近净形状。
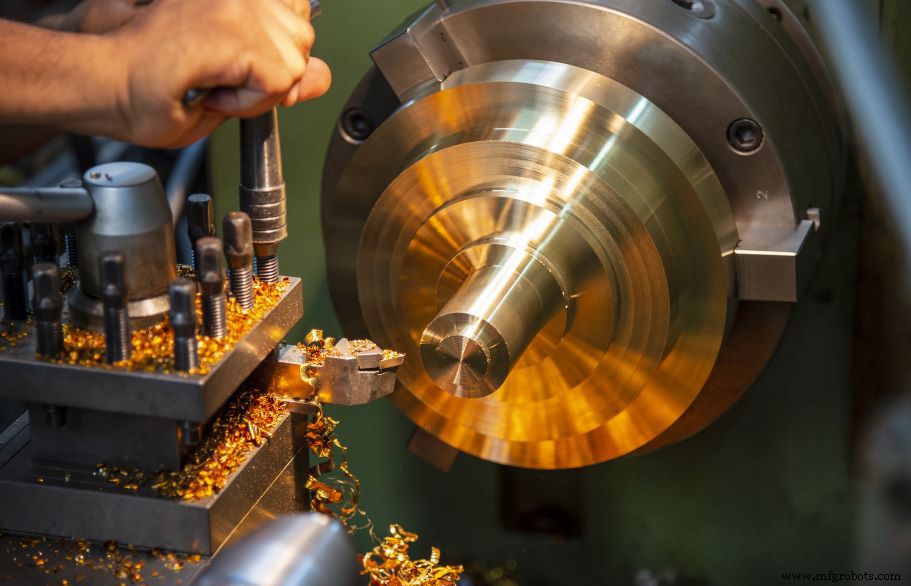
什么是机械加工?
机加工是将金属产品雕刻、切割、研磨、钻孔或钻孔成最终形状的过程。就像雕刻石头或雕刻木材一样,机械加工通过去除多余的材料来塑造金属。接近最终形状的生产通常从铸造开始,因为从头开始加工金属形状会产生太多的浪费,不实用。机加工是生产金属产品的重要精加工步骤,确保最终产品光滑、形状精细,并准备好达到预期目的。近净生产的目标是尽可能少地加工。

什么是锻造?
锻造通过压缩压力塑造金属,例如锤击、挤压或轧制。锻造方法可以包括热锻和冷锻。也许锻造的最佳例子是老式铁匠使用锤子和钳子在铁砧上敲出热马蹄铁的经典形象。今天,大多数锻造都是使用巨大的压力机在工业规模上完成的。工业锻造需要机械加工才能完成,但正在努力开发能够成型和交付接近成品的锻造机器,从而减少甚至消除对机械加工的需求。锻造方法包括落下、滚压、压力、开闭式模锻和精密锻造。摩擦焊接是另一种利用运动和力产生的热量来产生锻造金属接头的锻造技术。
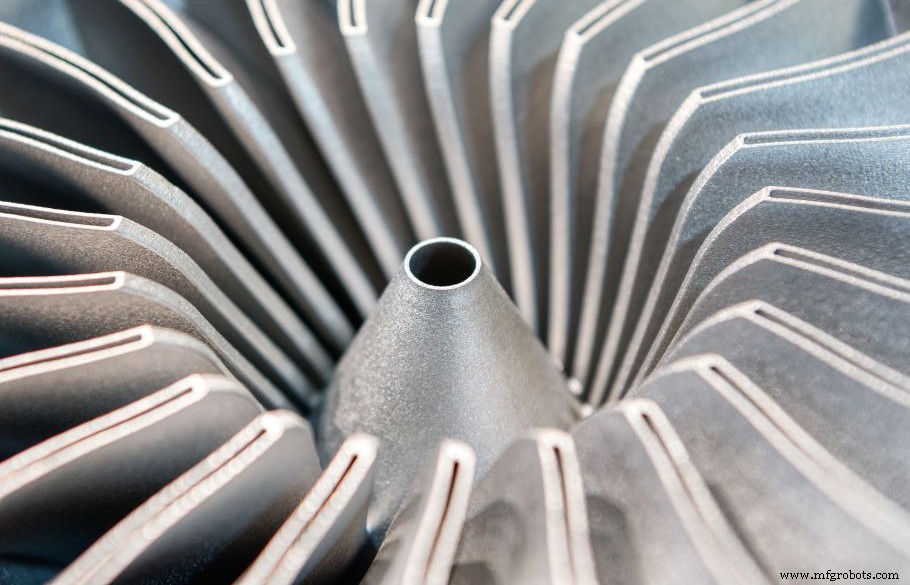
什么是 3D 打印?
3D打印是一种很有前途的新型近网技术。工业 3D 打印被称为增材制造(或增材层制造)。增材制造使用计算机来指导材料的分层,以精确地生产出预先设计的物体,并且浪费很少。材料逐层应用,以生产详细的零部件和产品。增材制造足够灵活,可以定制组件和产品,包括用于个人助听器和个性化鞋子的定制部件。增材制造在为交通运输、航空航天和能源行业制造定制和零部件方面发挥着越来越重要的作用。
相关文章:
- 3D 打印
- 什么是砂型铸造?
- 什么是铸造模式?
- 铸造生活:参观铸造厂
金属