

珩磨工艺:定义、零件或结构、工作原理、优点、应用[PDF注释]
您好,欢迎来到我们的博客,希望您做得很好。在这篇新文章中,我们将详细研究珩磨工艺的定义、零件或结构、工作原理、优点、缺点和应用。
珩磨工艺的历史是什么?
那是在 16 世纪,列奥纳多·达·芬奇 首先使用一种工具来平滑木管的内壁,并借助一根粘在上面的砂纸上的棍子。这根棍子可以直线运动,也可以径向运动。
珩磨工具是在 20 世纪初开发的,用于珩磨内燃机的内部部件。
1924 年,第一款带有杆和弹簧附件的五刃珩磨工具被设计并获得了专利。几年后,珩磨工艺被用于工业生产目的。
事不宜迟,让我们进入我们的主题,
什么是珩磨工艺?
珩磨是一种磨料加工工艺,它是磨削和钻孔工艺的结合。珩磨过程使用研磨工具来精确加工给定的工件。珩磨工艺提高了工件的表面质量,并为正在加工的零件提供了尺寸精度。
使移动的磨料石与要加工的零件接触,从而产生精确的成品。
珩磨用于精度和美观都被认为很重要的行业。通常,珩磨过程使用 CNC 将刀具引导到工件上。珩磨工艺主要用于精加工工件上的钻孔。

珩磨工艺特点:
珩磨工艺的特点如下:
- 这是一个低速度、高精度的过程。
- 珩磨工艺会在工件上生成一个十字标记表面。该工件用于盛放润滑剂。
- 可用于修正孔的圆度。
- 可以实现 2 到 3 微米的高公差。
- 硬质材料和软质材料都可以磨光。
- 切割速度范围从 0.25 到 1m/s。
- 切割角度范围从60到90 o .
- 珩磨过程中施加在工件侧面区域的压力范围为 1000kPa 至 2500kPa。
珩磨工艺工作原理:
珩磨过程中涉及的基本原理是当施加线性力和切向力时磨粒执行的切削作用。磨料与工件接触产生的摩擦力导致工件上的材料被去除。
如何完成珩磨过程的以下步骤:
待珩磨的工件安装在工作台上,并借助夹具夹紧。将所需的珩磨工具安装在主轴上,并检查工具的稳定性。
操作员选择不同的参数,例如工具的进给和速度。当工具进入孔时,由于工具内部圆锥的锥形横截面,它会膨胀。
力垂直和平行于孔的侧表面区域作用。由于磨料,这些力会导致切割作用,并提供出色的表面光洁度。
如果需要,在过程中添加冷却剂以防止表面过热。一旦完成珩磨过程,工具就会从孔中取出,并且由于回弹力,石头会被向内拉。
然后让工作冷却,然后通过松开固定装置将其移除。
珩磨机类型:
珩磨机有两种:
- 立式珩磨机和
- 卧式珩磨机
珩磨机的结构与钻孔机非常相似。除此之外,珩磨工具也可以安装在车床或钻床上。珩磨过程的唯一要求是刀具应该旋转以及平行于孔的轴线移动。
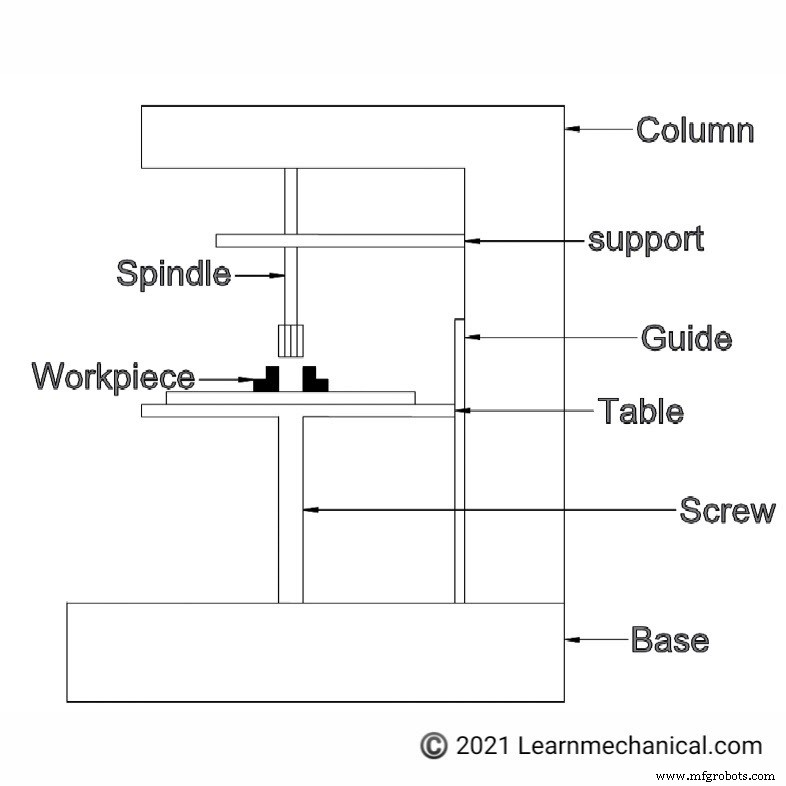
#1。立式珩磨机结构或零件:
立柱和高架螺钉安装在铸铁底座上。该柱将 CNC 连接到电机,还包含支撑元件。
升高的螺钉连接到工作台上,固定装置粘在工作台上。
主轴的一端连接到电机,另一端通过支撑元件连接到工具。该结构与钻孔机非常相似。
基地: 底座是用于牢固固定整个珩磨设备设置的支撑元件。底座由铸铁制成,可最大程度地吸收振动并为设备提供稳定性。
列: 立柱是设置中使用的主要支撑元件。垂直立柱用于固定电机、主轴、刀具和工件。它还充当各种工作部件的连接元件。
指南: 导轨用于工件的垂直运动。
工作台: 工作台用于在其上放置固定装置。它可以是可移动的或刚性的。
夹具: 夹具是用来夹持工件的夹持装置。在珩磨工艺的情况下,夹具必须坚固且刚性,以满足珩磨工艺的精度要求。
主轴: 主轴是一种连接装置,用于将工具与电机连接起来,为工具提供旋转运动。
支持: 支撑元件用于支撑主轴并防止其断裂。
高架螺丝: 提供升高的螺钉以增加工作台的高度。
数控: 采用计算机数字控制器来控制刀具相对工件的运动或控制工件相对刀具的运动。
电源: 在珩磨过程中使用直流电源。
珩磨工具: 该工具是珩磨过程中最重要的部分。珩磨工具使珩磨过程不同于磨削和钻孔过程。立式和卧式珩磨机中使用的工具是相似的,并进一步说明。
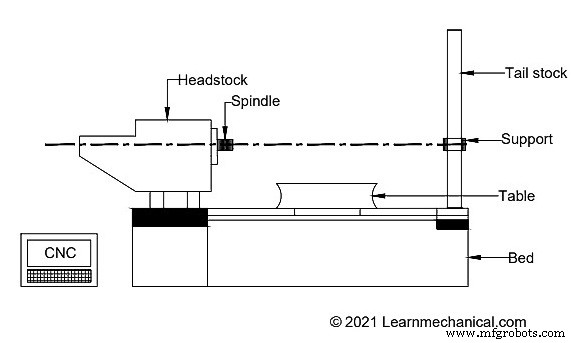
#2。卧式珩磨机结构或零件:
卧式珩磨机的构造非常简单。底座充当所有要安装的元件或组件的平台。
尾架安装在一端,头架安装在另一端。工作台连接在尾架和头架之间。
允许工作台在水平面内移动。主轴连接到主轴箱和刀具。它用于将电机的运动传递给工具。夹具位于工作台上以夹持工件。
主轴箱: 主轴箱包含一个电机齿轮装置,用于改变工具的旋转速度。
床: 床身类似于立式珩磨机的底座。它由铸铁制成,用作阻尼器。
主轴: 主轴是连接电机和刀具的连接元件。
列: 立柱是用于支撑主轴箱的支撑元件。
夹具: 夹具用于夹持工件并限制自由度。水平珩磨时的夹具必须非常精确,因为工件上施加的力较大。
数控: 水平珩磨必须安装电脑数控,以保证更好的精度。这可以消除最大的人为错误。
珩磨工具: 珩磨工具是下面解释的最重要的元素。
尾座: 尾座是位于底座另一端的元件。用于支撑工件。
珩磨工具:
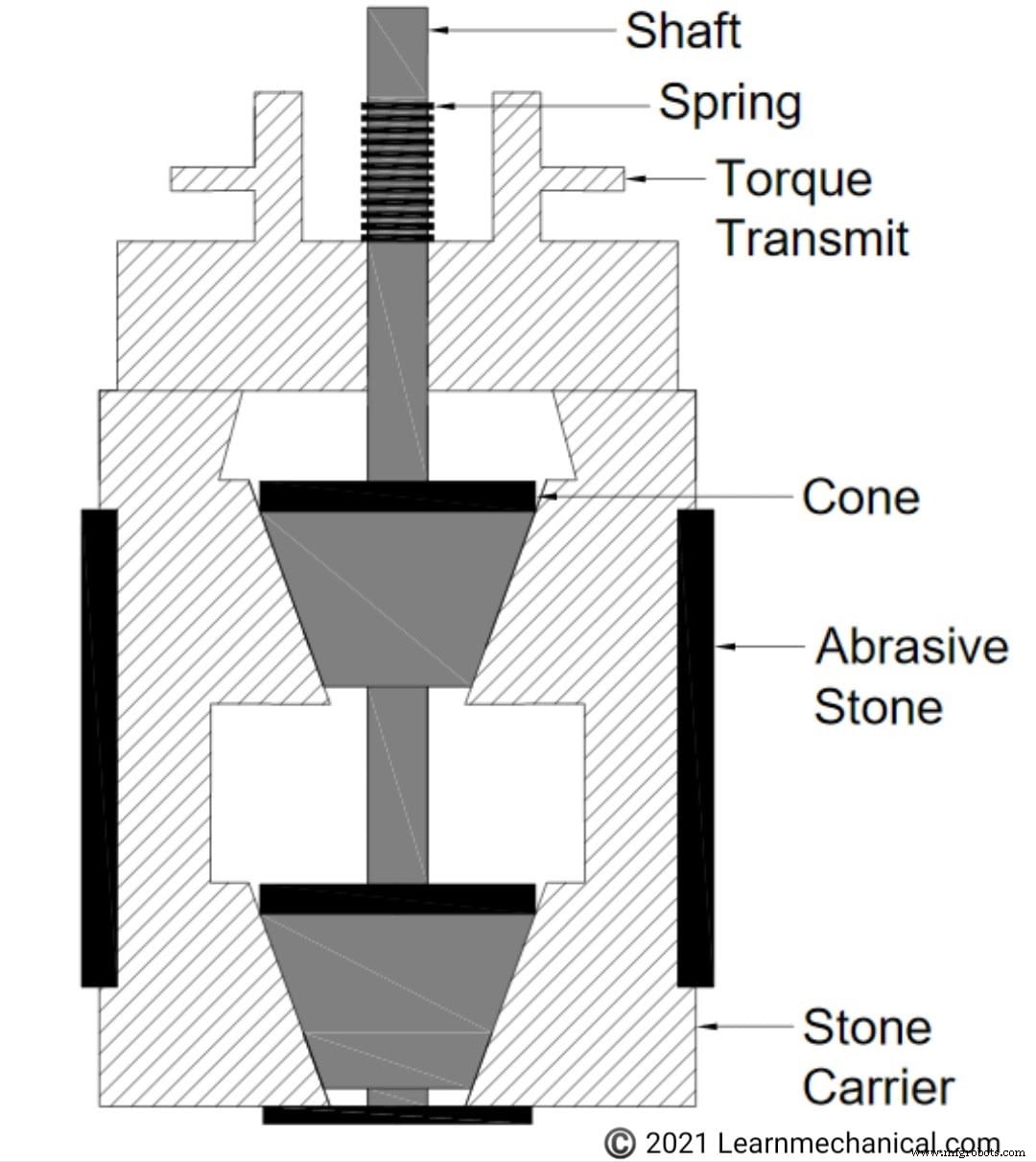
市场上有各种各样的珩磨工具,可用于不同的目的。给定的图表显示了一个双锥珩磨工具。
这由工具外径上的磨石组成。石头是与工件接触的部分。
石载体内部有两个锥体。一旦向轴施加线性力,石头就会被向外推。
这是由于锥体的锥形横截面而发生的。通过弹簧的反向作用,石头被拉回。
使用的磨料颗粒:
磨料石是结合在一起形成固体结构的磨料颗粒,在与另一种材料摩擦时会产生摩擦。根据粒度、所需的表面光洁度和各种其他因素,有多种磨料颗粒可供选择。最常用的磨料颗粒是氧化铝、碳化硅和碳化钨。
珩磨工艺的一个重要参数:
#1。磨料选择:-
珩磨操作很大程度上取决于所使用的磨料颗粒。磨料的选择取决于工件的硬度和所需的表面光洁度。对于非常坚硬的工件,金刚石被用作工具。
#2。主轴转速:-
主轴转速或刀具转速是决定工件不同特性的重要参数。例如,如果高材料去除率是关键问题,则速度应该是最低的。如果表面光洁度是关键问题,则速度应该很高。
#3。往复速度:
刀具相对于工件的往复运动速度会影响工件的表面光洁度。较高的往复速度会导致工件的表面光洁度较差。
#4。珩磨压力:
如上所述,珩磨压力范围从 1000kPa 到 2500kPa。珩磨压力越低,材料去除率越低,压力越高,表面光洁度越差。
珩磨工艺的优点:
准确度: 珩磨过程非常准确和精确。在孔或孔径必须准确的行业中,珩磨工艺具有很大的优势。
工件的硬度: 珩磨工艺的另一个优点是它可以加工任何材料,无论其硬度和分子结构如何。
保持中心线: 珩磨工艺保持孔或孔的中心线。其他精加工工艺可能会干扰孔的中心线。
材料去除: 在珩磨工艺的帮助下,去除的材料更少,并获得了精加工。这是由于使用了研磨工具。
生成的模式: 珩磨工艺在工件表面产生交叉标记图案。这为工件保持润滑剂提供了很大的优势。
珩磨工艺的缺点:
初始成本高: 设备的初始成本很高。这是珩磨机的经济缺陷。
高工具磨损: 磨料石用作主切削刃。在珩磨过程中,磨料的粗糙度很容易降低。
孔的直线度: 珩磨工艺仅改善孔或孔的内表面质量。它不会改善孔的直线度。
材料类型 :珩磨工艺仅适用于黑色金属材料,对有色金属材料效果不佳。
珩磨工艺的应用:
- 可用于汽车曲轴的精加工
- 珩磨工艺用于汽车行业的齿轮精加工。
- 它还用于必须精确精加工空心圆柱孔的生产用途。
- 它也用于精加工内燃机的内径。
- 可用于提高孔的圆度。
工业技术