

挤出工艺:工作、类型、应用、优缺点
今天我们将了解挤压工艺的工作原理、类型、应用、优缺点。挤压是一种金属成型工艺 其中金属或工件被迫流过模具以减小其横截面或将其转换为所需的形状。该工艺广泛用于管道和钢棒的制造。用于挤压工件的力本质上是压缩力。这个过程类似于拉深过程,除了拉延过程使用拉应力来延伸金属工件。与单程拉伸相比,压缩力允许较大的变形。最常见的挤压材料是塑料和铝。 
挤压过程:
工作原理:
挤压是一种简单的压缩金属成型工艺。在此过程中,活塞或柱塞用于在工件上施加压缩力。这些过程可以概括如下。
- 生产出第一块钢坯或钢锭(标准尺寸的金属工件)。
- 这块坯料在热挤压中加热或保持在室温并放入挤压机中(挤压机就像一个活塞气缸装置,其中金属被放入气缸中并由活塞推动。气缸上部装有模具)。
- 现在通过安装在压力机中的柱塞向该部件施加压缩力,将坯料推向模具。
- 模具是所需横截面的小开口。这种高压缩力允许工作金属流过模具并转化为所需的形状。
- 现在挤出部件从压力机中取出并进行热处理以获得更好的机械性能。
挤压类型:
挤压工艺可分为以下几种。
根据金属的流动方向
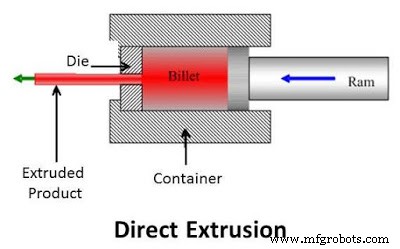
直接挤压:在这种类型的挤压过程中,金属被迫在冲头的进给方向上流动。在挤压过程中,冲头向模具移动。由于坯料和容器之间的摩擦力较大,此过程需要较大的力。
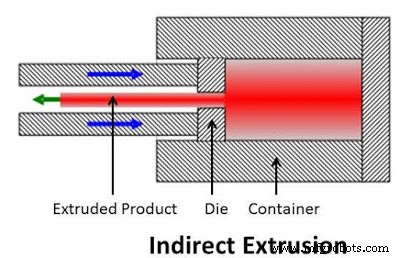
间接挤压:
在这个过程中,金属流向与柱塞运动相反的方向。模具安装在冲头运动的相对侧。在这个过程中,金属可以流过冲头和容器之间的环形空间。
静压挤压:
该过程使用流体对坯料施加压力。在此过程中,由于坯料既不与缸壁接触,也不与柱塞接触,从而消除了摩擦。坯料和柱塞之间有液体。柱塞对流体施加力,流体进一步施加在坯料上。通常植物油用作流体。此过程由泄漏问题和不受控制的挤出速度完成。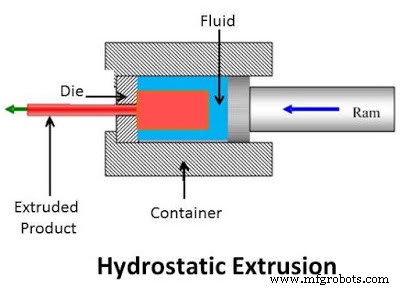
根据工作温度
热挤压:
如果挤压过程发生在高于其熔化温度 50-60% 的再结晶温度以上,则该过程称为热挤压。
- 与冷加工相比所需的力较小。
- 以热形式轻松工作。
- 该产品没有染色硬化。
- 由于挤压件上形成氧化皮,表面光洁度低。
- 增加模具磨损。
- 需要高维护。
冷挤压:
如果挤压过程发生在结晶温度或室温以下,则该过程称为冷挤压。铝罐、圆筒、可折叠管等就是这种工艺的例子。
- 高机械性能。
- 高表面光洁度
- 金属表面无氧化。
- 需要很高的力度。
- 产品是通过应变硬化完成的。
应用:
- 挤压广泛用于管材和空心管的生产。
- 许多行业的结构工作都使用铝挤压件。
- 此工艺用于生产汽车行业的框架、门、窗等。
- 挤压被广泛用于生产塑料物体。
优缺点:
优点:
- 高挤压比(即坯料截面面积与挤压件截面面积之比)。
- 它可以轻松创建复杂的横截面。
- 这项工作可以用脆性和韧性材料完成。
- 冷挤压可实现高机械性能。
缺点:
- 初始或设置成本高。
- 需要高压缩力。
今天我们了解了挤压工艺的工作原理、类型、应用、优缺点。如果您对本文有任何疑问,请通过评论询问。如果你喜欢这篇文章,别忘了在社交网络上分享。订阅我们的网站以获取更多有趣的文章。感谢您阅读它。
制造工艺