

锻造操作——类型、方法、优势、MCQ
在本文中,我们将讨论什么是锻造? 它是如何工作的?锻造的类型、操作、优点、缺点, 等等。
什么是锻造操作?
锻造操作 是通过加热或冷却金属,然后用锤子敲击它来赋予任何金属工作所需形状的操作。
什么是锻造?
锻造 是一种制造过程,涉及用局部压缩力塑造金属。打击是用锤子或模具进行的。锻造通常根据其进行的温度进行分类:冷锻 , 温锻 ,或热锻 .
锻造方法
小型锻造工作可以用锤子敲打来完成,但重型锻造工作只能通过机器来完成。有三种锻造方法 .
- 手工锻造
- 模锻
- 动力锻造或机器锻造
1.手工锻造
手工锻造 或锻造 是通过用锤子敲击来塑造工作的过程。手工锻造仅用于成型少数主要在修理厂的轻型锻件。近年来,手工锻造已被动力锻造所取代。
2。锻造
模锻 是金属成型并增加其强度的过程。在大多数锻造中,上模被迫抵靠在固定下模上的加热工件。如果上模或锤子掉落,则该过程称为落锻 .
3.动力锻造
动力锻造 是一种制造过程,通过使用计算力使金属成形。在成型过程中使用动力锤或模具进行锻造,以产生锻造金属物体的预期设计。
史密斯锻造操作
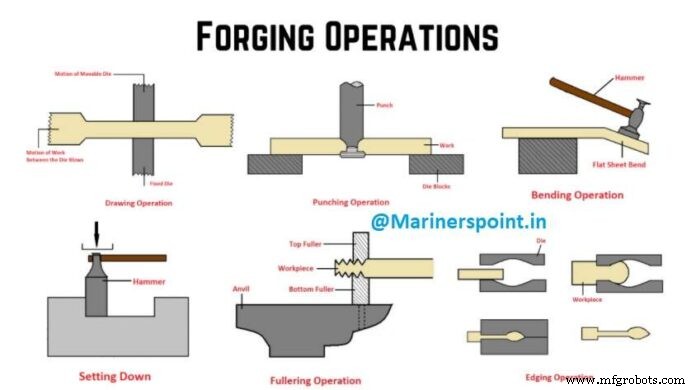
许多操作用于将原材料的形状改变为成品形式。典型的锻造操作 是:
- 打乱操作
- 绘制操作
- 设置下操作
- 折弯操作
- 焊接操作
- 切割操作
- 冲压操作
- 富勒林手术
所有这些操作都是在金属处于加热状态下进行的,当工件出现变冷迹象时,必须通过“新鲜”加热来保持这种状态。
1.心烦意乱的操作
伤心 或标题是增加棒材厚度的过程,其代价是其长度,并且是由末端压力引起的。压力可以通过将棒材端部顶在砧座上,支撑在砧座上并用锤子敲击,或放入型锻块孔并用锤子敲击或夹在虎钳上然后锤击来获得压力。
图 8.6 (a) 显示了重锤敲击对均匀加热棒的影响; (b) 显示了比较轻的锤击效果。通过仅加热棒材的端部或中间,可以获得如 (C) 和 (d) 所示的局部镦粗。
2。拉伸或型锻操作
这是以牺牲其宽度或厚度或两者为代价来增加条的长度的过程。在图 8.7 中,A、B 和 C 说明了这个操作。 A代表原始毛坯,B代表用直头锤或顶垫和雪橇锤击后的毛坯,C代表使用垫板后的成品锻件。
3。放下操作
它是一种局部下拉或型锻操作,如 8.7 中的 D 所示。换句话说,可以说是通过设置锤或设置进行局部细化的过程。通常,工作在开始落脚的地方完成。在图 8.7 中,E 显示了使用顶部和底部垫板放下杆的两个边缘的过程,F 显示了如何在靠近肩部的位置使用垫板。
4.冲压操作
这是通过在砧座的普里切尔孔、圆柱形模具或型锻块中正确尺寸的孔上使用热冲头来生产通常为圆柱形的孔的过程。图 8.8 显示了打孔的各个阶段。
5.折弯操作
弯曲是一种重要的锻造工序,使用频率很高。这可以分类为有角的或曲线的。弯曲可以在砧面边缘、砧角上以特殊形式(例如型锻块边缘)进行弯曲,或者对于棒料,通过将端部插入普里切尔孔并用扳手或钳子弯曲棒来完成。
6.焊接或关闭操作
这可能是铁匠进行的主要锻造操作。在很宽的温度范围内保持糊状的金属最容易焊接,在这方面,锻铁和低碳钢比其他金属具有一些优势。产生良好焊接的首要条件是接触的表面必须在机械和化学方面完全清洁,以便在金属处于塑性状态时发生内聚力。
对金属的保护是覆盖金属表面的助焊剂涂层,通过排除空气来防止氧化。锻焊常用的助焊剂由干净的石英砂、煅烧硼砂或四份硼砂与一份盐铵的混合物组成。
7.切割操作
切断 是一种凿子形式,将长件坯料切成若干特定长度,或将锻件与其坯料分开(切断)。对于热凿,钢必须在铁匠的炉膛或熔炉中加热到浅樱桃红色,即从 850 到 950°C。用凿子切割时,锤击直接对准凿头,凿头必须略圆。
8.富勒林手术
在金属加工中,一个更完整的 是用于在热时形成金属的工具。富勒有一个圆形的、圆柱形或抛物线形的鼻子。通过在不同的部分工作,沿着工作的长度完成金属的填充或铺展。在这种情况下,作业的轴垂直于平模的宽度。
在这些锻造操作中,填充器被放置在金属原料上,然后用锤子敲击填充器(用于上填充器)或填充器(用于下填充器)。圆头的圆头比锤子的平面更有效地传播金属。该过程会在原料中留下脊,然后可以用锤子或其他工具将其弄平。
9.磨边操作
这种锻造过程涉及将金属板撞击或强制成所需的形状。工件被压在两个模具边缘上。
锻造作业的优势
- 金属的抗拉强度降低,并获得了可塑性,使我们能够将金属塑造成我们的规格。
- 可塑性和延展性使拉出、跳跃和弯曲操作变得简单。
- 伪造的工作很容易完成,因为它的形状几乎完成了,而且花费的时间更少。
- 在手工锻造金属后,可以轻松地在工作中进行其他机器活动。
- 几乎没有金属废料。
- 热锻改善了金属的结构。
- 在金属上,几乎没有应力和裂纹的空间。
锻造操作的缺点
- 金属受热时会发生氧化,从而损害金属。
- 脆性金属无法锻造。T
- 锻造工艺不允许精加工。
- 作业的规模发生了变化。
关于锻造操作的 MCQ
1。以下哪项锻造操作没有使用特殊模具?
a) 落锤锻造
b) 史密斯锻造
c) 铸币
d) 压力锻造
答案: b
解释: 史密斯锻造也称为平模和开模锻造。它包括在平面模具之间产生的广泛锻造工作领域,并可能辅以库存工具。锻件的最终形状取决于铁匠对尺寸和形状的技能。与压印或闭模锻造相比,史密斯锻造操作产生的工件精度较低。模具简单、便宜,可以生产多种形状。
2。下列哪些锻造操作使用了反复锤击和闭模?
a) 落锤锻造
b) 史密斯锻造
c) 铸币
d) 压力锻造
答案: 一个
解释: 锤锻也称为落锤锻造,锤子反复撞击工件以使其变形。锤子有重力落锤、反击锤和粉末锤等不同类型。
3。下列哪项锻造操作不是反复锤击渐进力?
a) 落锤锻造
b) 史密斯锻造
c) 铸币
d) 压力锻造
答案: d
解释: 压力锻造是落锤锻造的变体。与落锤锻造不同,压力锻造通过施加持续的压力或力来缓慢工作。模具与工件接触的时间以秒为单位(与落锤锻造的毫秒相比)。压力锻造操作可以冷或热进行。与落锤锻造相比,压力锻造的主要优点是能够使整个工件变形。
4。压印和成型是两种特殊的锻造操作?
a) 心烦意乱
b) 按
c) 集线器
d) 锻造
答案: b
解释: 压铸是一种严格的金属挤压操作,其中金属的流动发生在材料的顶层而不是整个值。操作在封闭模具中进行,主要是为了生产铸造硬币所需的精细细节,以及金属或珠宝制作。坯料保持在模腔中,并施加高达材料强度五到六倍的压力。根据需要在零件上压印的细节,可以使用不止一种压印操作。
5。以下哪种锻造工序用于具有均匀横截面的零件?
a) 心烦意乱
b) 按
c) 集线器
d) 锻造
答案: 一个
解释: 在镦粗锻造中,通常是圆形的均匀横截面的棒材夹在带槽的模具之间,通过使用通过金属位移扩展端部的镦头工具在棒材轴线方向上施加压力。
6。以下哪项技术中,管或棒的横截面形状是通过反复撞击或打击来完成的?
a) 心烦意乱
b) 按
c) 集线器
d) 锻造
答案: d
解释: 型锻是一种机械变形技术,通过反复冲击或打击来减小或成形棒或管的横截面。
7。航向是哪一种锻造操作?
a) 穿孔
b) 压花
c) 心烦意乱
d) 铸币
答案: C
解释: 打头工具或柱塞垂直于夹在模具中的杆或棒的横截面端面定位。在施加压力时,杆的长度会减少,而直径会增加(镦粗)。这种制造工艺广泛用于紧固件的生产,形成螺栓头、螺钉头等。
8。在航向中避免屈曲的长径比应该是多少?
a) 1:3
b) 2:3
c) 3:1
d) 2:1
答案: C
解释: 屈曲的特征是结构构件在高压缩应力下突然发生侧向破坏,其中破坏点处的压缩应力小于材料能够承受的极限压缩应力。镦粗锻造时,纵横比(长径比)应为3:1。
9。哪一种操作用于在纸张上制作凸起的图形,另一面有相应的浮雕?
a) 滚锻
b) 压花
c) 铸币
d) 标题
答案: b
解释: 压花是一种操作,在该操作中,使用公母相配的模具将金属板拉到较浅的深度。该操作主要是为了加固平板。该工序有时也用于制作车牌或铭牌、珠宝首饰等装饰品。is工序可在钣金件上压印两个模具、字母、数字和图案。
10。下列哪个工序是用来制作滚珠轴承的?
a) 斜轧
b) 滚锻
c) 压力锻造
d) 心烦意乱
答案: 一个
解释: 一种特殊类型的斜轧用于制造铣削钢球、轴承球毛坯。
11.在锻造操作中,进行富勒化以:
a) 抽出材料
b) 弯曲材料
c) 打乱材料
d) 挤出材料。
答案: 一个
解释: 完成填充以提取材料。在锻造过程中,材料远离锻造区域分布。 Fullering是减少工件横截面或延长坯料准备以准备后续操作的过程。换句话说,为了减少横截面而增加长度。
这些是各种类型的锻造操作 这是在行业中执行的。希望你喜欢这篇文章。请在下面的评论部分提供您的反馈。
工业技术