

钣金焊接:焊接的常用方法和技巧

将金属件切割成所需尺寸后,有必要将它们连接起来以适应所需的形状和规格。因此,钣金焊接是金属加工的一个重要方面。
钣金焊接技术有很多种,但您知道哪种最适合您的工业应用吗?
本文详细介绍了钣金焊接中使用的各种方法,包括它们的优点和应用。它还提供了焊接薄金属板以获得最佳效果时需要注意的重要提示。
6种方法 钣金焊接
现在,让我们来全面了解一些金属片的熔接方法。
1。 MIG 焊接
金属惰性气体保护焊 (MIG),也称为气体保护金属电弧焊。它包括用焊枪将连续的实心电极丝送入焊接熔池。熔池中熔化的金属丝导致金属片的连接。焊枪中的保护气体可防止焊接熔池受到大气污染。

MIG 焊接创造出高质量的焊缝,适用于大多数钣金,例如铝、钢和不锈钢。
这种焊接方法是汽车和家居装修行业的首选技术。此外,它是一种具有成本效益的技术,因为它不需要复杂的机器。
TIG 焊接
钨极惰性气体 (TIG) 是一种弧焊,涉及在直流或交流下使用非消耗性钨电极进行焊接。与 MIG 焊接一样,它使用惰性保护气体 - 氩气或氦气来防止大气污染物和电极和熔池的氧化。

TIG焊接适用于焊接铝、钛、铜、镍、镁、铬等有色金属,是航空航天工业的一项宝贵技术。此外,它非常适合制造摩托车、门和馈线的框架。
这种焊接方法为焊工提供了更好的控制,从而实现了整齐而牢固的焊接。但是,这可能很耗时,并且需要焊工方面的专业知识。
[延伸阅读:在 Mig 焊接和 Tig 焊接之间进行选择的指南]
棒焊
棒焊被称为保护金属电弧焊。这是一种手工电弧焊接工艺,使用覆盖有助焊剂的棒作为电极。来自焊接电源的电流在金属连接件和电极之间形成电弧。适用于钢铁等韧性金属。
该过程不使用任何保护气体。随着热量的产生,它会分解覆盖在电极上的焊剂,形成保护熔池免受污染的熔渣。

这种焊接技术可能是最方便的,因为它的设备紧凑且便于携带——便于携带。它是建筑、造船和钢铁制造行业的常用技术。
等离子弧焊
等离子弧焊与 TIG 焊相似,因为它使用钨电极。但是,它使用小电弧并允许将电极放置在焊枪主体上。加压气体形成热等离子体,将金属熔化在一起形成坚固的焊缝。

这种焊接技术需要低功率并且可以高速工作。此外,它可以产生精确的焊缝,使其在航空和海洋工业中被广泛接受。
与 TIG 焊接一样,等离子弧焊不需要填充材料。此外,它还可以产生高质量的焊缝,且无需精加工。
电子束和激光焊接
顾名思义,激光和电子束焊接使用激光和电子束作为热源来熔化和连接金属片。与大多数其他方法不同,这种焊接技术需要精密的机器或自动化机器人。
它是一种高精度的焊接技术,适用于细节复杂的操作。激光束可以聚焦在最微小的物质上,实现极高精度的焊接。
此外,它还适用于焊接碳钢、钛、不锈钢和铝等韧性金属。该技术也适用于热塑性塑料。该方法产生了极具美感的产品,减少了后期制作需求。
气焊

气焊是一种传统的热焊接形式。它涉及使用燃烧燃料(汽油)、氧气或氧乙炔产生的热量将金属片连接在一起。这些燃料的燃烧会产生非常热的火焰,在接合过程中熔化金属表面。
该技术仍然是工业中最常用的焊接方法之一。适用范围广,适用于黑色金属和有色金属。对管材的焊接、通风空调系统的维修等也有很好的效果。
与许多其他焊接技术不同,它不需要电力。此外,它便于携带,非常经济,并且不需要专家的服务。
您不确定是否使用焊接或铆接技术连接钣金零件?如果是这样,我们有一个关于如何在焊接和铆接之间进行选择的指南。
选择时考虑表面 钣金焊接 方法
以下是焊接金属板时可能遇到的表面以及使用它们的最佳方法。
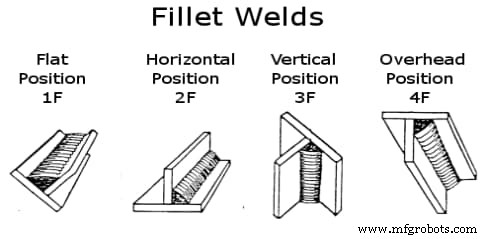
平面
焊接一个平面称为平面焊接。焊工从接头的上侧接近这个表面,让重力帮助熔体流动。
为了在平坦的表面上获得良好的焊接,焊工需要将尖端角与金属表面成 45 度角,小心地将火焰指向连接点。
MIG 和 TIG 焊接方法最适合平面。送丝和气流在平面设置中表现出色。
水平面
在水平配置中,金属板对焊机来说是水平的。但是,它可以以两种形式存在。
- 角焊缝:焊接发生在水平表面的上端与垂直表面之间。接头区域似乎是两块金属的交界处,相互垂直,呈“L”形。
- 坡口焊接:焊接表面位于垂直平面上。要连接的两个金属件位于同一平面上。
棒焊最适合在 TIG 和 MIG 焊接之间难以达到完美平衡的水平表面上工作。
垂直表面
焊接轴的垂直位置基本上是面向焊机的直立面。焊接时熔融金属倾向于向下流动并堆积。因此,焊工需要控制金属的流动。这包括将焊枪以 45 度角指向板,并将电极保持在火焰和熔池之间。
垂直表面的最佳方法是棒焊。通常,焊工只是尝试将焊缝轴调整为平坦或水平,以获得更好的便利。
架空表面
架空表面上的焊接材料是最具挑战性的。顾名思义,它涉及焊接放置在您头顶上方的工件。当您尝试焊接时,熔融金属往往会脱落。
为了减轻仰焊的难度,尽量减少焊接熔池。此外,确保使用足够的填充材料以获得良好的焊接。
棒焊是这种配置最合适的方法。在定制钣金制造设施中,架空表面的焊接相对不常见。
8 钣金焊接技巧
焊接金属板时,目的是确保焊接部件保持足够的机械性能以供应用。以下是进行焊接时要牢记的提示。
1。 选择填充金属
必须使用适合您制造的机械特性的合适填充金属。填料应比金属板薄。例如,焊接1毫米的薄金属时,0.6毫米的填料是最佳选择。
电线越细,熔化它所需的热量就越少。因此,过热积聚的风险更低,获得最佳焊接效果的机会更大。
此外,正确选择填充金属将降低生锈、开裂和其他可能缺陷的风险。
2。 使用跳焊技术
跳焊技术涉及在关键点使用一系列缝合或短焊来将薄金属板固定到位。让其冷却几分钟后,焊工可以继续焊接之前跳过的地方。
跳焊有助于避免金属变形和翘曲,这通常是由热量分布不均匀引起的。
另外,焊接时,避免编织焊枪;这也可能导致过热。相反,沿着直线路径快速移动手电筒。
3。 使用定位焊技术
定位焊是另一种降低过热和烧穿风险的优秀技术。
定位点是用于将金属部件固定在一起直到最终焊接的小型临时焊接。为避免烧孔,请将金属片紧密对接在一起,并在它们之间留出 1 毫米的空间。然后,创建小点焊,直到接头完全覆盖。
4。 使用小线径
当使用实心焊丝进行焊接时,如在 MIG 焊接中,确保使用可用的最小直径的焊丝。小焊丝可以让焊工更好地控制并提高纠正错误的机会,因为它们产生的沉积物更少。
此外,线材越小,熔化所需的热量就越少。因此,过热问题较少。
通常,在使用轻型钣金时,建议使用 0.023 或 0.024 英寸。但是,在焊接 18 个车库或更厚的金属时,0.030 英寸的焊丝可能是理想的。
5。 使用小电极
确保使用比金属更薄的杆。使用小于 ⅛ 英寸的电极。较小的电极将在较低的热量和电流下表现出色,从而减少烧穿并允许您将电极研磨到小区域以产生紧密的电弧。
6。 夹住支撑杆
将支撑条夹在工作金属上可以比等待冷却更快地散热。支撑条带走金属的热量,从而降低翘曲或烧穿的风险。
金属条通常由铜或铝材料制成,因为它们具有高导热性,因此散热效果最好。确保支撑条紧紧地夹在工件上,以实现充分的热传递。
7。 使用高氩保护气体
焊接时,使用氩气含量高的保护气体。典型的例子是氩气和二氧化碳的比例分别为 75 比 25。
优选具有高氩含量的保护气体,因为氩散发的热量较少。在进行铝金属的TIG或MIG焊接时,可能需要使用纯氩气作为保护气体。
8。 装配和联合设计
薄金属板的焊接可能很棘手。它需要紧密而牢固的装配,因为几乎没有出错的余地。确保两个连接金属之间的空间最小,以防止烧穿,因为孔可能会吸收热量。
根据经验,焊工应测量两次并切割一次。在某些情况下,您可能需要重新设计接头以获得更高的耐热性。
对接
对接是指两块金属并排放置进行焊接。
接合面是焊接过程中熔化的区域。在表面进行边缘处理以提高焊接强度至关重要。焊工可能需要弯曲一侧以使它们能够很好地相互配合以实现牢固的焊接。
对接焊缝相对容易准备并且比其他焊接接头更能承受应力。这就是为什么它是制造结构中最常见的焊接接头。但是,还有其他类型的焊接接头。
搭接接头
搭接接头是对接接头的典型修改。它们是焊接不同厚度金属板的首选接头。
在搭接接头中,两块金属重叠连接——一块放在另一块上面。搭接接头的主要缺点是两种金属的接合处容易生锈。
T 型接头
顾名思义,T形接头发生在两块金属垂直相交的地方,形成一个“T”形的直角。它们被认为是角焊缝的一种形式。
使用此接头时,确保充分渗透到焊顶。您可能还需要添加一个塞子来减少连接点经常遇到的关节限制。 T 形接头在带有管道和管道系统的结构中很常见。
角接
角接头与 T 形接头有些相似,因为它们都形成一个垂直角。然而,连接金属的方向不同。在拐角处,金属在拐角处相遇,形成一个“L”形的直角。角接头是标准零件制造,尤其是框架和盒子。
边缘连接
在边缘接头中,金属板并排放置并焊接在同一边缘上。它发生在带有翻边的工件中。焊工可能需要将任一金属件的边缘弯曲成合适的角度,以使它们能够很好地嵌入另一件以产生牢固的焊缝。
RapidDirect:您的自定义 钣金焊接 合作伙伴
您是否需要定制钣金制造的一流焊接操作 ?或者您不知道如何根据制造需求焊接钣金? RapidDirect 正是您所需要的。我们提供从焊接到激光切割和其他相关技术等行业的一些最佳服务。
RapidDirect 提供卓越而专业的钣金服务。我们只要求您上传您的设计文件。您将获得一份关于钣金零件制造的免费 DfM 分析报告。更重要的是?我们以具有竞争力的价格和快速的交货时间保证高质量。
常见问题解答
Which Welding is Suitable for Thin Metals?TIG welding is the most appropriate for welding thin sheets of metals. The TIG welding process is highly precise, not deviating from where it ought to focus welding. Consequently, you have a smooth and delicate finish for the welded parts.
Can I Use AC or DC to MIG Weld Aluminum?Both alternating and direct current MIG welding is suitable for aluminum. However, direct current welding, which is the typical form of MIG welding, is a lot faster as it does not require machines with AC and DC specifications.
What’s the Thinnest Sheet Metal That Can Be Welded?Welding very thin metals requires experts who can optimally control the heat applied to the metal. With good heat control, it’s possible to weld sheet metal as low as 0.8 mm thickness with MIG welding. Besides, TIG allows you to weld as low as 0.6 mm thickness or even lower.
工业技术