

白皮书:了解缓进给磨削力以降低成本和提高一致性
缓进给磨削的主要优点之一是快速材料去除与在难磨材料上产生精密磨削表面的能力相结合。通常,相对于表面磨削,缓进给磨削会产生较低的未变形切屑厚度,从而提高工件的表面光洁度并减少砂轮磨损。然而,这种优势也伴随着一些缺点。缓进给磨削应用倾向于消耗更多功率并具有更高的力。因此,与传统的平面磨削应用相比,它需要更高功率的主轴和更坚固的设计机器和夹具。
在开发新的缓进给磨削应用时,考虑磨削力有助于确保足够的夹具设计、夹紧压力和零件支撑。它们还会影响砂轮规格和工艺条件。本文将重点介绍在蠕动进给磨削中可以计算的一些基本力,并以一个示例应用作为结尾。
缓进给磨削中的力
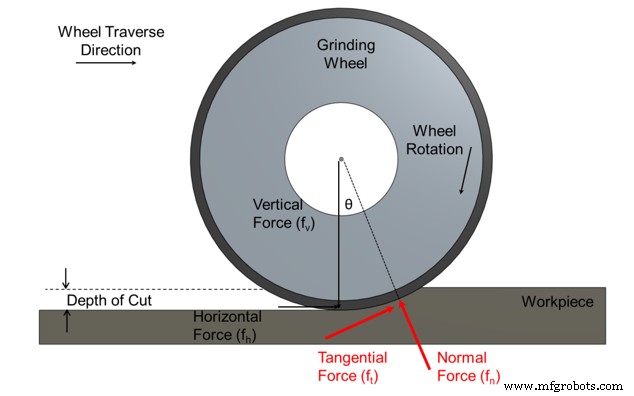
考虑一个简单的 2D 蠕动磨削,如 图 1 所示 .在这个应用中,有两个主要的力作用在车轮上——切向力和法向力。法向力 (fn) 是垂直于车轮和工件之间的接触区域施加的力,切向力 (ft) 是平行于车轮和工件之间的接触区域施加的力。磨削力的大小和方向决定了对夹具、工件夹紧和系统刚度的设计要求。对于砂轮和工件之间的切点在磨削过程中可能发生变化的过程,这些力的方向是一个特别重要的考虑因素,从而导致磨削力方向的变化,例如在 5 轴磨削操作中。
切向力是在给定的摩擦力和切削力下与工件接合时保持轮速所需的力。它是磨料切削力(即去除材料所需的力)和磨粒、切屑和砂轮结合材料之间的摩擦力之和。切向力受冷却液润滑性、砂轮锋利度、磨粒密度、工件材料性能和砂轮轮廓的影响。
可以通过两种方式计算在缓进给磨削中作用在砂轮上的切向力 (Ft)。第一种是直接来自磨削主轴功率和砂轮转速如图:

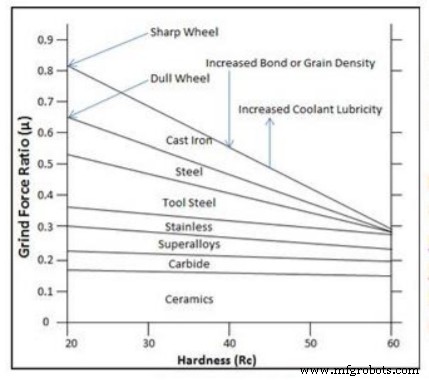
其中功率以 Hp 为单位,Ft 以 lbf 为单位,Vs 是轮速(以 sfpm 为单位),33000 (lb*ft/min/hp) 是转换系数。在接触点,车轮上的法向力和切向力与作用在工件上的力相等且相反,因此这些方程也可用于计算工件上的力。一旦切向力已知,法向力可以通过磨削摩擦系数的比值来估计。 图 2 中的图表 显示了几种材料的磨削摩擦系数与硬度的关系。大多数高强度高温合金和钢的磨削摩擦系数在0.25到0.40之间。
一旦 μ 和 Ft 已知,法向力可以通过下式估算: 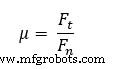
测量切向力的第二种方法是使用测力计并测量研磨过程中的垂直和水平力。然后,知道法向力矢量角度(θ - 参见 图 1 ),法向力和切向力可以通过以下公式计算:
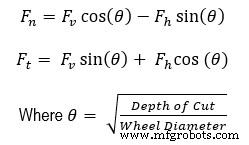
重要的是要注意蠕动进给磨削中的法向力和切向力分别与垂直力和水平力不同。虽然这在实验室类型的环境中可能很有用,但在生产研磨中并不实用,因此计算 fn 和 ft 的替代方法可能会更频繁地使用。
测量功率
为了准确计算 Ft,必须知道磨削主轴功率。强烈建议使用功率监视器并将其直接连接到主轴驱动系统。这样做将确保磨削功率不受外部来源(如冷却液泵或其他机床轴运动)的影响。诺顿利用多个最先进的功率监控系统与定制的 LabVIEW 软件相结合,在磨削过程中实时监控主轴功率。 图 3 中显示了一个系统示例 .
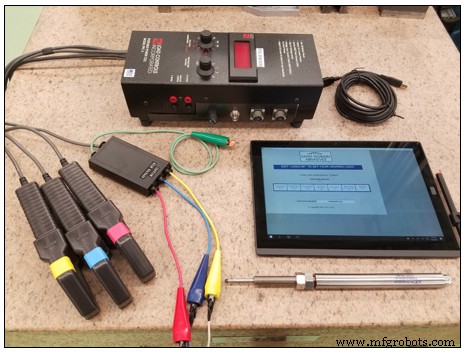
该系统利用来自主轴驱动器的电流和电压输入来实时计算和绘制磨削功率。从该图中,可以测量空闲、峰值和平均磨削功率以及加工时间,并用于确定切向力和法向力,以及加工的特定切削和磨削能量等信息。这些值可用于更好地了解过程的时间相关行为,并突出磨削应用中的主要微观相互作用。
要继续完整阅读本白皮书,请在此处下载 PDF。
工业技术