

低品位铁矿选矿及跳汰工艺
低品位铁矿石选矿及跳汰工艺
由于钢铁产量的增长,铁矿石资源正在加速消耗。由于这个原因,高品位铁矿石的供应量正在减少,钢铁厂的高品位铁矿石供应量急剧下降。因此,情况正在稳步转向使用在矿场堆积多年的低品位铁矿石和矿泥。事实上,这些倾倒的煤泥也属于低品位铁矿石。此外,一些铁矿石具有复杂的矿物成分,对传统的选矿技术没有反应。现代选矿工艺允许对此类矿石的块状、细粉和超细粉进行有效且低成本的升级。由于铁矿石由多种成分、矿物学、形状和尺寸组成,因此铁矿石的选矿没有“一刀切”的方法。
大多数“原矿”(ROM)铁矿石都含有很大比例的其他材料,在矿石达到其使用所需的规格之前,这些材料需要通过选矿过程去除。所采用的选矿技术的程度取决于稀释剂的含量和性质以及矿石结构中脉石和杂质的分布形式。矿石的释放是使其响应选矿技术的重要步骤。为选择合适的工艺,首先要对矿石进行矿物学评估,以便深入了解矿石,了解脉石组合、粒度等。
有几个与低品位铁矿石的分类和选矿有关的问题。低品位铁矿石加工和利用的主要困难主要是由于其矿物学特征、某些矿石的软性以及它们的高二氧化硅含量或氧化铝含量或两者兼而有之。与低品位铁矿石相关的其他问题可能是释放不良和含羟基矿物(如针铁矿和褐铁矿)含量较高,烧失量 (LOI) 百分比较高。如果铁矿石与游离度差有关,则需要对矿石进行细磨,以使所需的铁矿物和脉石成分达到足够的游离度。
选矿处理的选择取决于存在的脉石的性质及其与矿石结构的关联。几种方法/技术,如跳汰、洗涤、磁选、重选和浮选等,被用于提高铁矿石中的铁含量并降低其脉石含量。这些技术以各种组合方式用于铁矿石的选矿。
铁矿石通常利用重力、浮选和磁法分离材料的原理进行选矿。利用重力选矿法进行矿石富集是最古老、最经济的技术之一。虽然随后浮选和磁选等其他技术也被用于矿石的选矿,但它们只是部分取代了重力选矿技术,并没有使其过时。基于重选技术的工艺因其成本低、操作方便、环境友好等优点而被广泛应用于铁矿石选矿。重力选矿技术基于构成矿石的不同颗粒的不同沉降速度。颗粒的沉降速度由重量(体积和密度)、浮力和阻力共同控制。铁矿石选矿最常用的重力技术是振动台、夹具和螺旋。重力浓缩法的典型操作范围见图1。
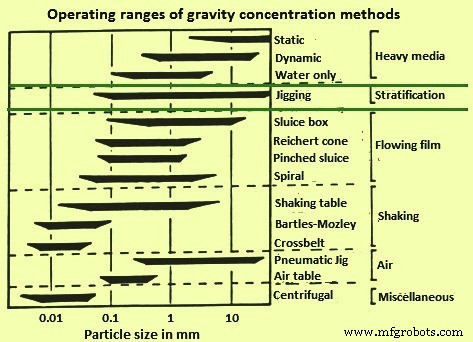
图1重力浓缩法的典型操作范围
有的地方对低品位赤铁矿进行还原焙烧,将其转化为磁性矿石,然后再采用磁选法进行选矿。可以采用的另一种方法是在气固流化床中使用致密介质来富集铁矿石。所选择的致密介质和流化气体压力取决于需要富集的铁矿石的特性。
任何有效的选矿处理都需要作为第一步对矿石进行有效的破碎、研磨和筛选。这是释放富铁颗粒的必要步骤。为此,将采用合适的破碎、研磨和筛分技术。研磨和再研磨的目的是将矿石减小到足够小的尺寸以释放和回收有价值的矿物。铁矿石选矿的破碎、研磨和筛分系统的设计应考虑到下游选矿工艺的要求。破碎单元可包括初级、二级、三级和四级破碎单元。颚式破碎机、旋回破碎机、圆锥破碎机和辊式破碎机用于矿石破碎。半自磨和自磨回路通常用于矿石的磨碎。棒磨机和球磨机都用于此目的。粉磨设备的资金投入和运行成本高。因此,经济因素在规划为选矿准备矿石而进行的破碎和研磨程度方面发挥着重要作用。在确定破碎和研磨程度时考虑的其他因素包括矿石的价值浓度、矿物学、硬度和水分含量。闭路研磨可最大限度地减少易碎矿石的过度研磨。再循环负荷越大,颗粒的过度研磨就越少。
跳汰工艺
跳汰过程是在任何流体中进行的矿石浓缩过程,其有效性取决于粒状矿物颗粒的密度差异。它包括将颗粒分离成不同比重的层,然后去除分离的层。跳汰工艺浓缩不同于其他类型的重力浓缩工艺,例如重介质分离,直接进行分离。跳汰浓缩过程中床层颗粒逐渐分层,经过一定时间后实现产物分离。
跳汰工艺是一种重力分离方法,其中颗粒通常具有相似的尺寸,通常在被送入跳汰床之前被粉碎和筛选。尽管夹具的设计有很多变化,但基本原理保持不变。跳汰工艺使用水作为分离介质,可应用于矿物、矿石、矿渣以及任何其他在所需成分和非所需成分之间存在密度差异的材料。在切割密度差异超过4.0克/立方厘米(g/cc)的情况下非常有效。
跳汰是基于颗粒床的运动,通过分层在流体中对矿石中的不同材料进行分类的过程,这些颗粒通过流体在垂直平面中的脉动而间歇地流化。分层导致颗粒从顶部到底部以增加的密度分层排列。这种颗粒排列是由几个连续的、变化的力作用在颗粒上形成的,与大多数其他重力浓缩方法相比,它与颗粒密度的关系更大。
几十年来,人们一直在使用跳汰铁矿石进行选矿。选择跳汰选矿而不是其他工艺的原因包括 (i) 相对容易分离,(ii) 相对于重介质工艺,在运营成本和降低的产量之间进行有利的权衡,(iii) 处理需要降低密度的矿石的能力密度高于 4.0,和 (iv) 矿石的物理特性使重介质分离不合适(例如,宏观孔隙中不可接受的介质损失)。使用空气脉冲夹具来选矿铁矿石是非常流行的。这是因为空气脉冲跳汰机能够产生流化深层重矿,尤其是块状铁矿石所需的大脉冲幅度。
在跳汰过程中,颗粒被引入跳汰床(通常是筛网),在那里它们被脉动的水柱或水体向上推,导致颗粒悬浮在水中。随着脉冲消散,水位回到其较低的起始位置,颗粒再次沉淀在夹具床上。当颗粒在水中悬浮时暴露在重力能量下,密度较高的颗粒比密度较低的颗粒沉降得更快,从而导致在夹具床上的底部密度较高的材料集中。颗粒现在根据密度浓缩,可以单独从夹具床中提取。在铁矿石选矿的情况下,密度较大的材料是所需的富集矿石,其余的需要作为浮渣(或尾矿)丢弃。跳汰工艺原理如图2所示。
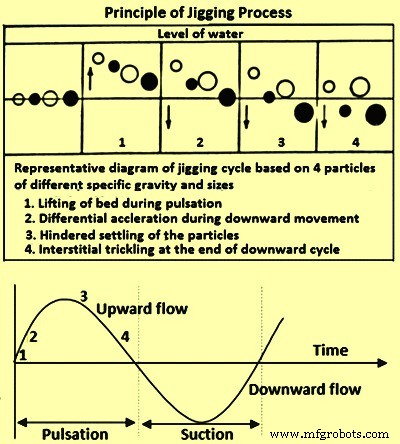
图2 jigging过程原理
尽管夹具操作简单,但整个夹具过程相当复杂,并且受几个相互关联的因素(相互作用的变量或参数)的强烈影响。这些因素直接与一个或多个跳汰工艺可分为的子工艺相关。主要的子过程是夹具本身和提供预先设计的行程模式的驱动单元,以及进料、进料分配、分层材料的疏散和夹具的输送机构。许多跳汰因素在本质上是可控的(操纵变量),但与待处理矿石相关的一些不可控因素(扰动变量)也在分离过程中发挥重要作用。这些是影响夹具性能的一些基本原因。夹具床通常分为两个区域。精矿区由底层组成,重矿含量应大于 95%。这个限度代表了一定的精矿质量。
有两个主要的夹具参数会影响夹具的性能。这些参数是 (i) 脉冲的形状,和 (ii) 矿石脉冲的时间段。 “脉冲形状”是用于描述许多事物的广义术语。其中一些是 (i) 脉冲的幅度,(ii) 脉冲的频率,和 (iii) 脉冲的锐度,这通常是指水柱在脉冲开始时的加速度或其偏离正弦曲线形状。 “时间周期”是指矿石在跳汰床中的停留时间。在正确设置脉冲形状以获得最佳分层速率的情况下,仍然需要提供足够的停留时间(取决于夹具宽度、深度、长度),以确保难处理的材料(精细和接近重力的材料)有时间迁移到预期的铺在床上。
已经发现改变脉冲形状会影响分离速率和分离质量。通常速率和质量变化是相互影响的,成功的夹具设计使用脉冲形状,在经济可行的停留时间内提供可接受的分离。因此,设计夹具时面临的挑战是自信地选择尺寸合适并提供足够脉冲形状的夹具技术,以确保最大的性能和灵活性。
对于铁矿石的选矿,更流行使用空气脉冲跳汰机。这是因为空气脉冲夹具能够产生流化重矿石,特别是块状铁矿石的深层床所需的大脉冲幅度。空气脉冲跳汰的基本原理是将低压空气(小于 1 个大气压)注入底部开放的腔室中,以加速水柱通过被跳汰的材料床。这个原则有两种实现方式。气穴要么在筛板下方穿过夹具的宽度,要么位于夹具床的一侧。第一种实现称为“床下脉动”夹具,第二个实现称为“侧脉动”夹具。使用空气代替某些机械系统是因为在机械系统的情况下,需要瞬时功率来将水柱加速到所需的速度,该速度在短时间内非常高。向接收器供应空气的鼓风机以合理的平均功率持续运行。鼓风机代替压缩机或液压装置用于供气,因为对于给定的功率要求,鼓风机比压缩机或液压装置更易于维护。
空气脉冲夹具的结构由筛板组成,用于支撑夹具床并允许气室中产生的水脉冲将床提升到特定材料和厨用水可接受的高度。厨用水以恒定的速率流过床层,以帮助提高分离效率并保持床层流化更长时间。在夹具末端,浮子测量床的行程并指示产品床的高度。产品床的高度指示可编程逻辑控制器 (PLC) 以小增量打开或关闭产品门,以将产品床高度控制在设定值附近的窄带内。尾矿流过跳汰机末端的堰,而产品被收集在跳汰机下方的料斗中。高低位探头启动和停止进料器以控制产品的提取。脉冲由进出位于筛板下方的气室的空气产生。空气迫使气室中的水向下,在矿床上产生脉冲,并让空气排出,让矿床在下一个脉冲开始之前沉淀在跳汰机的筛板上。空气由鼓风机产生并储存在工作空气容器中。提升阀控制进出气室的空气。气室中的空气/水界面液位由液位探头测量,液位探头控制提升阀正时以保持气室中的冲程恒定。图 3 所示为气动脉冲驱动夹具的典型示意图。
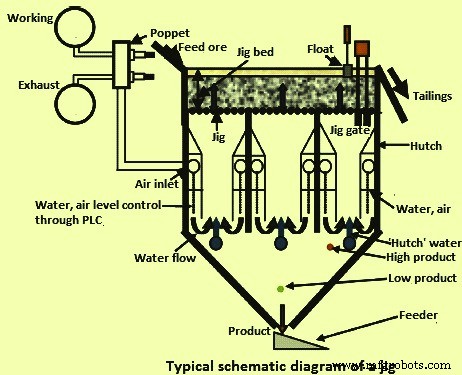
图3气动脉冲驱动夹具典型示意图
制造工艺