

钣金折弯:基本指南和技巧
钣金折弯是钣金制造中最基本的制造工艺之一。它有时也被称为弯曲、折叠、制动或磨边。折弯钣金是指将工件变形以将其成型为某种所需的几何形状。
由于对定制产品的需求增加,钣金的应用范围不断扩大。钣金折弯需要经过多道工序并采用多种技术才能使产品形成原始形状。本文详细介绍了折弯的所有必要方法和过程。在深入了解流程之前,我们先来了解一下钣金折弯的基本定义。
什么是钣金折弯?
钣金弯曲是一种弯曲/成形金属板以制造具有特定几何形状的产品的方法。也是制作五金冲压件的一项基本操作。借助钣金折弯机将力施加到工件上,以改变其几何形状,从而获得具有所需形状的产品。这个过程并不像看起来那么简单,但是执行钣金折弯程序需要满足一定的尺寸和规则,例如检查产品的材料,计算k因子,金属的形状, 还有很多。金属的延展性使其在弯曲操作中非常特殊。
有不同的机器为制造业做折弯工作。一台机器可以利用不同的折弯方法来完成相同的工作。所有在制造过程中需要弯曲的产品都经过本文将进一步讨论的相同方法。让我们深入了解钣金弯曲技术。
折弯钣金的常用方法有哪些?
所有钣金零件都有一个相同的目标,即弯曲金属板以获得一定的产品形状。但是这些方法在执行操作上有所不同。这些不同类型的钣金折弯是在机器的帮助下完成的。不同的折弯钣金在折弯角度和折弯半径上是不同的,目标相同,采用标准工艺,既保证了工作输出的精度,又保证了更好的美观工件产品。下面介绍钣金加工中折弯的几种主要方法和类型。
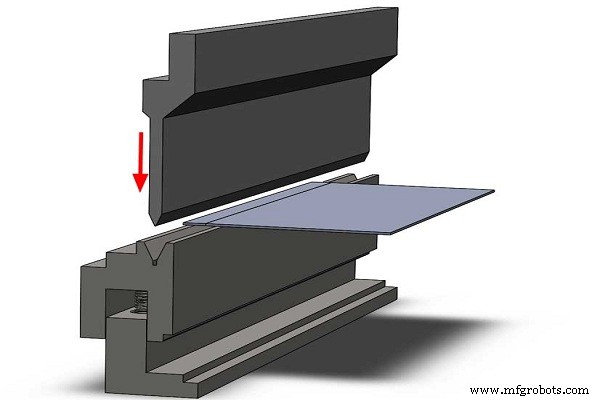
1。 V型弯
V弯是最常见的钣金折弯工艺。它涉及使用称为模具和冲压的机械工具。这种折弯过程中使用的模具是V形模具,而冲头也设计成V角形。冲压机将金属片压入 V 型模具,这就是获得金属片 V 形弯曲的方式。 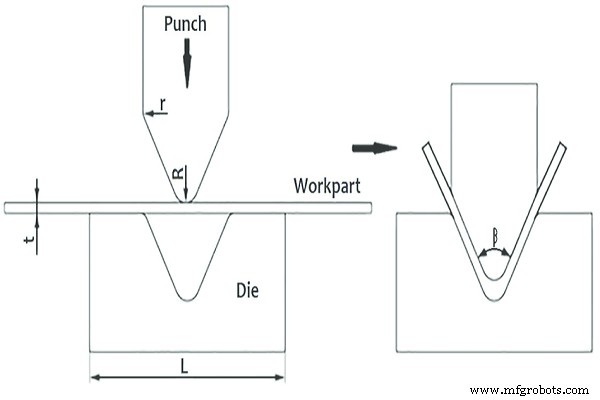
2。滚弯
这种钣金弯曲技术涉及将板材弯曲成弯曲形式。该技术利用滚弯钣金标准,包括使用三个辊、液压系统和制动器。三个辊子之间的距离允许制造商将板材弯曲成曲线。 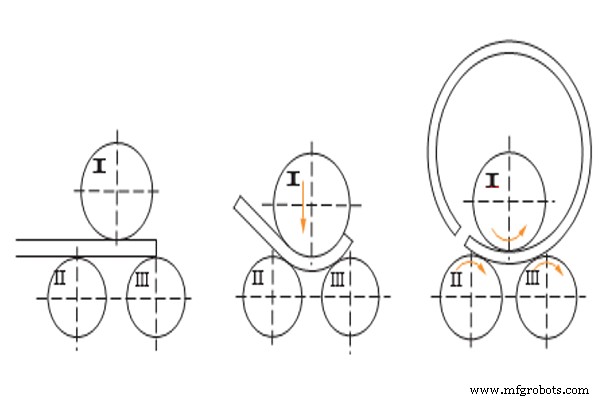
3。 U型弯
U 形弯曲与 V 形弯曲方法完全相同。该方法利用 U 形冲头和 U 形模具。 V 形弯曲和 U 形弯曲之间的唯一区别在于,最终的板材是 U 形而不是 V 形。 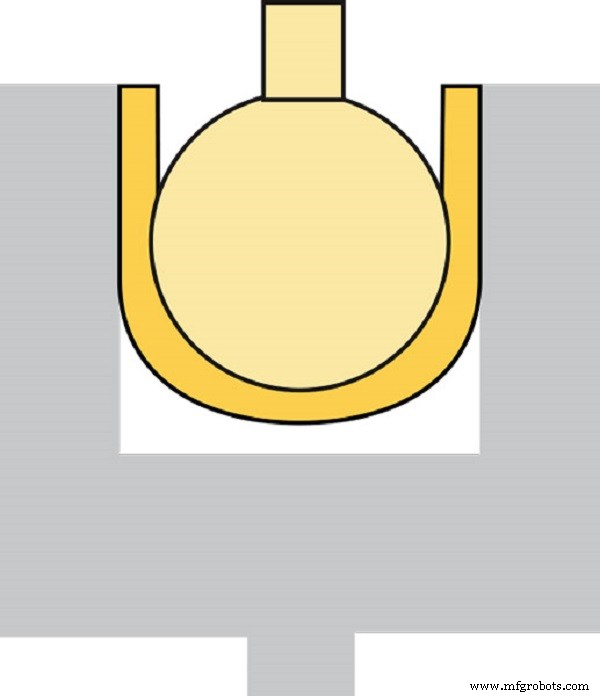
4。旋转弯曲
旋转弯曲方法用于需要弯曲大于 90 度角的地方。它也可以被认为类似于V型弯曲,但该过程中的输出更加均匀和美观,因为该方法中使用的金属板折弯机不会划伤板材表面。 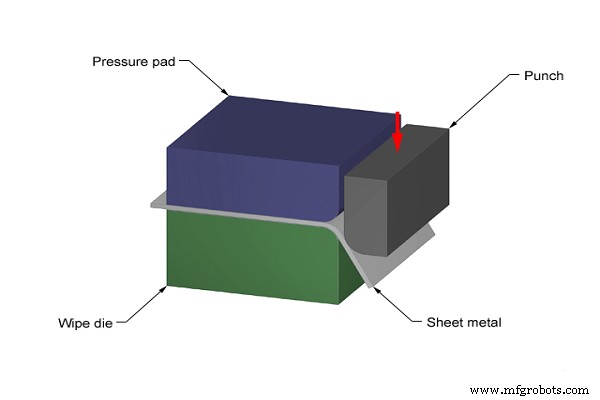
5。折边
这种边缘弯曲钣金技术有助于制造商在不损坏边缘的情况下弯曲边缘。钣金边缘弯曲方法最常用于那些比其余金属零件短的钣金部分。它有助于消除角落的锐度并增加结果的美学外观。 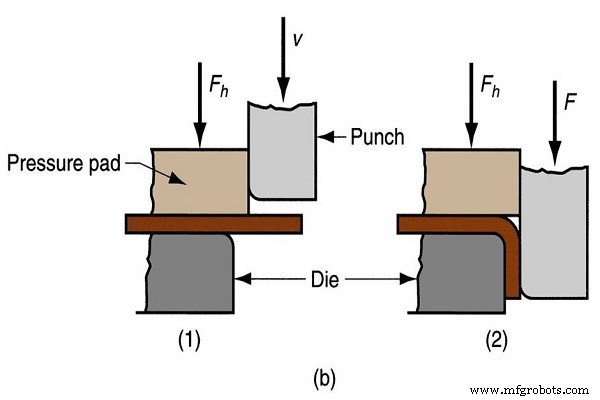
6。擦拭弯曲
这种弯曲方法利用了擦拭模具。将金属片小心地放置在擦拭模具内,压力垫在金属片上施加压力。稍后,冲头用于在板材中进行所需的弯曲。
以上讨论了钣金折弯程序的一些技术。这些只是涵盖这些方法概述的一些基本技术。另一方面,这些方法中的每一个都进一步细分为相关类别。现在,让我们继续关注钣金折弯工艺的材料要求。
哪些材料适合钣金折弯工艺?
您不能在折弯机上折弯弹塑性材料。如果尝试过,它也可能会损坏您的机器。当您决定将在其制造过程中进行钣金弯曲的材料时,必须特别小心。让我们来看看推荐用于钣金成型和折弯的一些好材料。
- 碳钢。 碳钢是用于钣金操作的最灵活和最坚固的材料之一。由于这种材料是可回收的,因此它也有助于减少碳足迹。
- 铝。 铝主要用于轻型应用。弯曲铝材时必须特别小心,以免材料角部塌陷或开裂。
- 不锈钢。 当最终产品需要具有坚固性和更好的金属强度时,首先想到的是不锈钢。不锈钢还需要使用大功率钣金折弯机来成型产品。
- 钛。 钛是耐腐蚀材料和高强度材料——非常适合钣金弯曲技术。如果您的产品是医疗或运动器材,那么您最喜欢的材料应该是钛。
- 铜。 成本是最强的防腐材料,也是最便宜的。高精度钣金折弯由铜制成。铜是一种经过测试的材料,被许多金属弯曲行业的各种应用广泛使用。
这些是用于各种类型的钣金弯曲的最佳材料。碳钢是上述材料中最常用的材料。还有更多的金属可以在弯曲过程中有所帮助。但请务必在最终确定材料之前进行良好的研究。
钣金折弯技巧
为确保您的金属弯曲完美,我们为您提供了一些技巧,您可以在钣金弯曲技术中考虑这些技巧。
利用弯曲余量
弯曲余量是金属可以弯曲的程度。我们建议您进行折弯余量计算,以确定折弯特定角度和半径所需的板材长度。在制造过程中考虑弯曲余量和弯曲力将帮助您获得更整洁的产品结果。它还将帮助您实现精确扁平化的制造模型。
对厚/重弯曲使用加热
当受力弯曲时,某些金属可能会断裂或破裂。这种金属需要使用热量而不是力来使金属板产生所需的弯曲。当涉及到热弯曲时,热成型和退火是两个技术术语。退火有助于软化金属——更具延展性。而热弯曲只是简单地使用热量直到金属变红,然后用力弯曲它。这些技巧大大降低了金属制动和开裂的风险。

不要弯到尖锐的内角
尖锐的内角弯曲意味着更大的内应力。即使金属具有延展性和延展性,它也可能最终开裂。如果您考虑弯曲工具的半径,则可以大大避免此问题。您应该在弯曲线之间缓慢地来回工作,直到钣金弯曲到所需的角度。应注意内部弯曲半径,该半径必须等于成型金属板的厚度。例如,如果您要弯曲 3 mm 厚的板材,则内侧弯曲半径也应为 3 mm。弯曲角度也是如此,也就是说它不能大于金属板的整体厚度。
这些是弯曲金属板时要考虑的一些技巧。确保检查上述每个提示将帮助您以更高的效率实现产品。
结论
在制造金属产品时,必须牢记钣金折弯规则,并精通多道工序,以免失效。如果不采取适当的措施,可能会变得很困难。联系维肯将为您解决所有钣金折弯问题。
制造工艺