

不同钣金工艺中的常见缺陷及解决方法
钣金制造是创建原型和生产零件的最流行的工艺之一。它有助于创建多个耐用部件,从小批量原型到大批量生产部件。该工艺通常用于各种行业,包括汽车、航空航天和建筑。
有许多不同类型的钣金工艺,但每种工艺都可能有其独特的缺陷集。在这篇博文中,我们将了解一些最常见的钣金缺陷及其在不同工艺中的解决方案。
什么是钣金加工工艺?
钣金制造工艺是改变板材的原始形状以产生所需厚度的拉制零件的工艺。它们可以分为三大类:
切割
钣金切割工艺可进一步分为使用剪切力的工艺(如剪切、冲孔、落料)和不使用剪切力的工艺(如激光束切割、等离子切割、水刀切割)。
成型
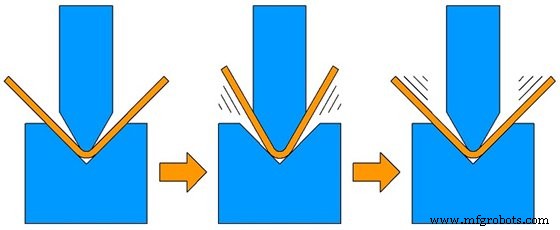
在成型过程中,金属板被弯曲成所需的形状。成型方法有空气弯曲、压印和滚压成型。
加入
这是组装不同的钣金部件以实现所需产品的过程。连接工艺包括焊接、钎焊、铆接、螺栓连接以及最常见的方法——使用缝接。
与任何其他制造过程一样,最终产品中可能会出现一些缺陷,这些缺陷可能会影响其生产力、质量和特性。以下是钣金制造过程中的一些常见缺陷以及如何克服它们。
钣金切割/剪切缺陷及解决方案
钣金切割是指在板材上施加很大的力,最终导致板材断裂成零件。最常见的切割方法是剪切,即施加大于材料极限剪切强度的剪切力,使其在该位置失效并分离。
常见缺陷包括:
1。毛刺和变形边缘
毛边是锋利的、不平整的金属片,它们仍然附着在剪切的金属工件上。它们通常是由于刀片变钝或定位不当造成的。刀片之间的间隙太大会导致它们撕裂而不是剪切,而较小的间隙会阻止刀片切穿材料,产生毛刺。
类似地,除了刀片定位不当之外,还有错误的夹紧压力会形成变形的边缘。
为防止这种情况发生,可参考剪板机手册,根据材料类型和厚度,获得正确的间隙和夹紧压力。
2。扭曲
完成剪切过程后,金属可能会沿其轴发生一些扭曲。这是由切割太窄的条带或使用不正确的前角引起的。这可以通过根据钣金的属性、几何形状和切削参数调整前角来避免。
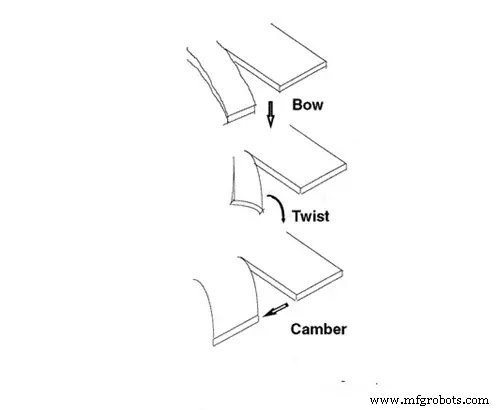
3。外倾
当钣金工件沿其宽度具有不同的厚度时,就会观察到弯曲。当它沿水平方向移动但没有沿其边缘扭曲或抬起时会发生这种情况。结果是凹、凸和三角形的金属。通过改变金属晶粒的方向和改变前角,可以尽早减少这种缺陷。
4。鞠躬
当边缘由于不适当的剪切而从平面略微上升时,就会发生弯曲。它通常在长而窄的薄片中观察到。为了克服这个问题,应尽可能减小前角,并且必须用背部支撑来固定钣金。
钣金冲压缺陷及解决方案
钣金冲压工艺是一种冷成型制造工艺,在压力机上使用模具在金属毛坯形状上冲压出压痕,从而形成塑性变形。这个过程也可能伴随着其他成型工具来获得一个完整的零件或作为一个中间步骤。

1。分裂
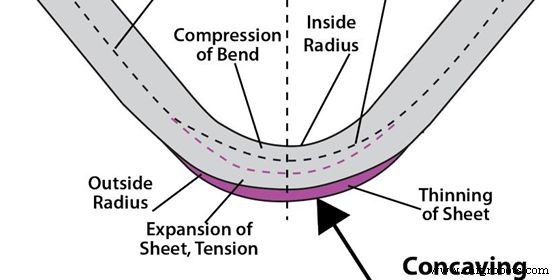
有时,当金属层超过其可加工性极限时,它们开始变薄,直到平坦层沿最薄弱区域撕裂。这种缺陷在钣金冲压过程中被称为“缩颈”或“开裂”。
为确保不会发生这种情况,应在操作开始前使用成型模拟软件对板材进行分析。此外,检查成型半径和深度设置,材料的类型和厚度以及热处理技术也有助于避免这些缺陷。
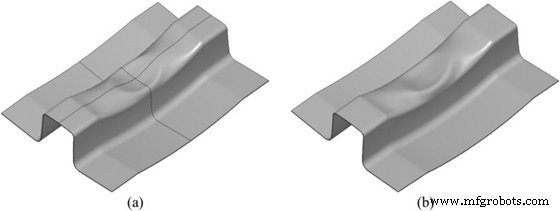
2。皱纹
当加工设备施加的压缩应变条件将金属板推向自身时,线性力被向内挤压,直到获得褶皱的法兰并损坏内部几何形状。
这种缺陷可以通过拉伸或拉伸片材而不是形成它们来解决。此外,当片材具有复杂的几何轮廓时,可以使用拉珠、拉丝粘合剂和垫。此外,拉珠有助于控制金属流入模腔。
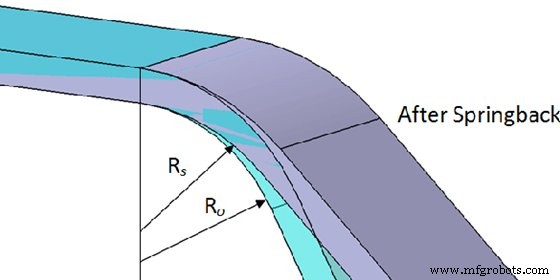
3。回弹
当弯曲半径低于弯曲设备施加的设定值时,无法获得所需的形状。这被称为回弹,或由于不正确的工艺导致的最终零件偏差。
要纠正这些缺陷,请进行过度弯曲或过度补偿调整。但是,这样做并不能消除弹性变形误差,而是通过正向拉伸来增加零件的刚度。
钣金弯曲缺陷及解决方案
钣金折弯是一种重要的钣金工艺,因为它能够在没有工具的情况下绘制各种零件几何形状,以及快速的交货时间、高重复性和自动化。它还允许使用塑性变形从一块金属制造产品,而不是通过焊接或铆接将多块金属连接在一起,从而降低成本、提高强度并简化组装。
1。弯曲角度出现裂纹
拉制件产生裂纹的两个主要原因是金属柔韧性差和弯曲半径很小。
为了避免这些缺陷的发生,可以使用较软的金属,或者通过加热然后缓慢冷却来增加它们的延展性。
2。弯曲角度不稳定
这种缺陷的主要原因是材料压力不足和不规则的弯曲压力导致不规则的压缩屈曲。非对称凸凹模圆角也可能导致此问题。
为解决此问题,应加大顶力,平衡凸凹模圆角间隙。
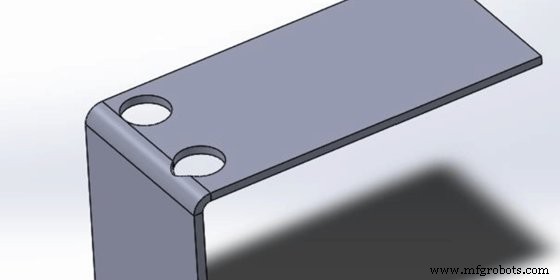
3。孔变形
在折弯过程中,凹模表面与外表面之间的摩擦会导致孔的位置发生变形。
此类缺陷可以通过提高顶板压力或在顶板上加硬点来增加上述表面之间的摩擦力使其不滑动来解决。
4。凹片底凹凸不平
此类缺陷通常是由于使用了顶出装置,由于力不足或材料不均匀造成的。
因此,在开始折弯过程之前,请确保将顶出装置设置为正确的力值,或完全移除,并确保材料均匀平整。
5。不平行弯曲到孔的中间
该缺陷是由于弯曲高度小于最小弯曲高度限制,导致曲线膨胀变形。
只需提高折弯件或材料的高度即可解决这些类型的缺陷。
钣金焊接缺陷及解决方案
焊接通常用于将两块或多块金属板连接在一起。无论是 MIG 焊接(气体保护金属电弧焊)、TIG 焊接(气体钨极电弧焊)、屏蔽金属电弧焊 (SMAW) 还是药芯焊丝电弧焊 (FCAW),如果不使用适当的技术,可能会出现一些缺陷。
钣金焊接过程中常见的缺陷包括:

1。飞溅
当熔化的材料液滴在焊接电弧附近形成时,就会发生飞溅。通常是由于电流大、极性错误或气体屏蔽不足造成的。
为避免这种情况,请减少电流和电弧长度并增加割炬与板的角度。清洁气体喷嘴也有帮助。

2。孔隙率
这些缺陷是由于氢、氮和氧被吸收到熔池中而引起的。凝固后,它们被困在焊缝中。油脂、水分、油漆和生锈也会导致孔隙率。
为防止出现此问题,请确保板边缘清洁干燥,使用新鲜的焊接材料,并检查焊枪是否泄漏。

3。底切
当使用高电压或长弧长时会发生底切。使用不正确的电极或相对于厚度而言太大的电极,以及割炬的快速行进速度,也会导致此问题。
此类缺陷可以通过使用尺寸恰到好处的焊条来避免,确保焊枪移动缓慢,并且在进行水平角焊时避免在垂直板附近握持。
4。裂缝
当内部应力大于焊缝或母材(或两者)的强度时,焊缝上会形成裂纹。它们会随着时间的推移而传播,因此必须立即解决。
这些缺陷可以通过仔细清洁、锉削、打磨和去毛刺金属板的边缘来避免,使它们很好地结合在一起。在重新加热接头两侧的同时确保温度合适也有帮助。
钣金表面的其他常见缺陷
除了钣金成型工艺,在制造过程中还会出现其他常见缺陷。

例如,一些常见的包括表面划痕、污染、凹痕和针孔。此外,在钣金制造过程中,由于高拉伸应力或压缩屈曲可能会出现不均匀性。
有时,控制这些缺陷可能很困难,并且在此过程中通常需要特别注意。
担心钣金缺陷? WayKen 为您服务
总之,很明显,钣金由于能够承受各种工艺,因此在制造业中发挥着至关重要的作用。使用它时可能会遇到一些缺陷,从而影响其实用性。通过这篇文章,如果你大概了解了钣金缺陷的基本知识,现在就交给专业的服务吧!
在 WayKen,我们专注于快速原型制作和各种钣金制造工艺,包括切割、冲压、弯曲和焊接。我们还为客户提供一流的工程支持。我们的专家团队在制造和质量保证方面拥有超过 20 年的经验,因此您可以确信您的项目会正确完成。立即开始,并在 12 小时内收到报价!
常见问题解答
金属箔、片材、板材有什么区别?
如果金属片的厚度小于 0.2 毫米(0.0079 英寸),则称为箔。如果厚度在 0.2 毫米到 6 毫米(0.25 英寸)之间,则它被认为是一张纸。如果厚度超过 6 毫米(0.25 英寸),则为板。
什么是钣金缺陷?
钣金缺陷是制造过程中可能出现的缺陷。这些缺陷可能是由多种因素造成的,例如材料选择不正确、工具不良或操作程序不当。
返工有缺陷的钣金件是否常见?
返工有缺陷的钣金零件在许多行业中很常见。发生这种情况的原因有多种,例如尺寸不正确、材料损坏或质量控制不佳。在大多数情况下,简单地重新加工零件比完全更换零件更便宜、更快捷。
制造工艺