

车削应用中积屑瘤 (BUE) 的原因和影响
在车削操作中,当工件在夹紧的卡盘或夹头夹中旋转时,刀具是静止的。许多操作都是在车床上进行的,例如端面加工、钻孔加工、开槽加工、螺纹加工和切断应用。必须为正在加工的材料类型使用正确的刀具几何形状和切削参数。如果在车削操作中未正确应用这些参数,则可能会出现积屑瘤 (BUE) 或许多其他故障模式。这些故障模式对切削工具的性能产生不利影响,并可能导致整体报废。
在显微镜或放大镜下检查切削刀具时,可以明显看出几种不同类型的车削刀具故障模式。一些最常见的模式是:
- 正常的后腹磨损: 唯一可接受的刀具磨损形式,由使用过的切削刀具的正常老化引起,并在切削刃上发现。
- 这种由工件材料中的硬质成分引起的磨料磨损是刀具磨损的唯一首选方法,因为它是可预测的,并将继续提供稳定的刀具寿命,从而进一步优化和提高生产率。
- 陨石坑: 在工具的切削面上发现变形。
- 这种刀具模式是一种化学和热故障,位于车刀或刀片的前刀面区域。这种失效是由工件材料和切削刀具之间的化学反应引起的,并被切削速度放大。过度月牙洼磨损会削弱车刀的切削刃,并可能导致切削刃失效。
- 碎裂: 车刀沿其切削面断裂,导致切削刃不准确、粗糙。
- 这是一种机械故障,常见于断续切削或非刚性加工设置。造成碎屑的罪魁祸首有很多,包括机器故障和刀架安全。
- 热机械故障(热裂): 由于加工温度的显着波动而导致切削工具开裂。
- 转弯时,热量管理是关键。热量过少或过多都会产生问题,温度的显着快速波动(切削刃上的重复加热和冷却)也会产生问题。热机械失效通常表现为均匀分布的裂纹,垂直于车刀的切削刃。
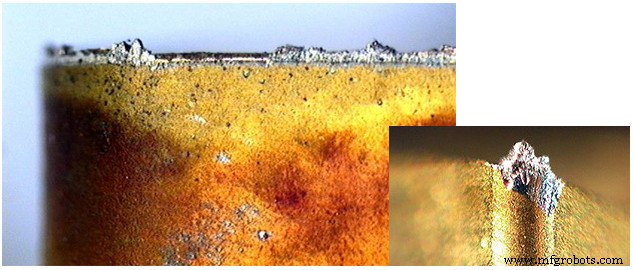
- 构建边缘 (BUE): 当切屑因高温、压力和摩擦而粘附在切削工具上时。
内建边缘在车削应用中的影响
积屑瘤可能是最容易识别的工具磨损模式,因为它无需显微镜或放大镜就可以看到。积屑瘤一词意味着您正在加工的材料被压焊到切削工具上。在检查您的工具时,BUE 问题的证据是切削工具的前刀面或后刀面上的材料。
这种情况会给您的加工操作带来很多问题,例如刀具寿命差、表面光洁度低于标准、尺寸变化以及许多其他质量问题。这些问题的原因是切削刃的中心线距离和刀具几何形状正在被焊接到刀具前刀面或后刀面的材料改变。随着 BUE 条件的恶化,您可能会遇到其他类型的故障甚至灾难性故障。
车削应用中积屑瘤的原因
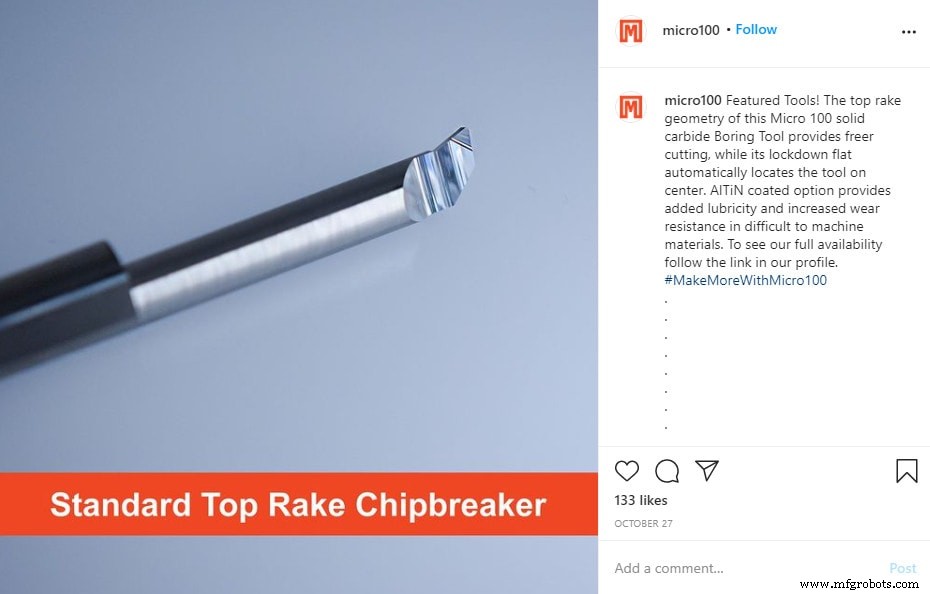
工具选择不当
积屑瘤通常是由于使用的车刀没有正确的加工材料几何形状造成的。最值得注意的是,在加工铝或钛等粘性材料时,最好的选择是使用具有极其锋利的切削刃、自由切削几何形状以及抛光后刀面和前刀面的刀具。这不仅可以帮助您快速切割材料,还可以防止材料粘在切割工具上。

使用老化的工具
即使使用具有正确几何形状的车刀,您仍可能会遇到 BUE。随着工具开始磨损并且其边缘开始退化,材料将开始在工具表面上堆积。出于这个原因,在加工了几个零件后检查刀具的切削刃非常重要,然后在整个设定的刀具寿命期间随机检查。这将帮助您尽早识别任何故障模式的根本原因。
使用 Micro 100 速度和进给图表消除 BUE
发热不足
以不正确的切削参数运行刀具可能会导致积屑瘤。通常,当 BUE 成为问题时,是由于速度或进给率太低。在任何加工应用中,热量产生都是关键——热量过多会影响零件材料,热量过少会导致刀具在有效去除切屑方面效率降低。
减轻车削应用中积屑瘤的 4 种简单方法
- 在选择刀具时,请选择自由切削,加工锋利的几何形状和高度抛光的表面。选择具有断屑槽几何形状的刀具还有助于切屑,这将有助于将其从零件和切削表面去除。
- 对您的应用方法和运行参数充满信心。请务必仔细检查您的运行参数是否适合您的车削应用。
- 确保冷却液集中在切削刃上并增加冷却液浓度。
- 选择涂层刀片,因为涂层是专门为一组给定的零件材料设计的,旨在防止常见的加工问题。
数控机床