

使用 G91 增量编程的 CNC 铣床编程练习
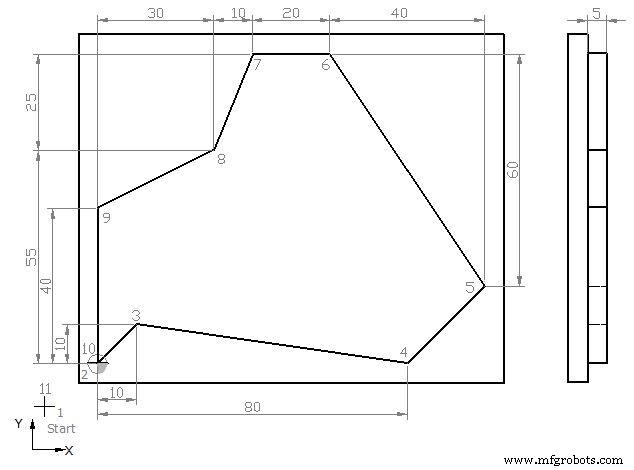
此 CNC 铣床编程练习将使您更好地理解绘图以及如何找到每个绘图点的精确坐标。
完全基于 G91 增量尺寸系统,因此 cnc 程序员/机械师可以学习和理解 G91 增量编程的工作原理.
此程序是为4轴CNC铣床编写的,其中C轴用于转台。
3轴CNC铣床也可以运行此程序,因此只需删除程序段。 N15.
CNC 铣床编程练习
G91增量编程数控车床练习
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50 ;Point 1 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G42 G91 X20 Y20 ;Point 2 N40 X10 Y10 ;Point 3 N45 X70 Y-10 ;Point 4 N50 X20 Y20 ;Point 5 N55 X-40 Y60 ;Point 6 N60 X-20 ;Point 7 N65 X-10 Y-25 ;Point 8 N70 X-30 Y-15 ;Point 9 N80 X0 Y-40 ;Point 10 N85 G40 G90 X-20 Y-20 ;Point 11 N90 G00 Z50 N95 Y100 N100 M30
完成部分
完成加工过程后,您的工作在 3D 视图中将如下所示,
完整的 3D 机加工零件
CNC G代码解释
G00:快速进给。
G54:零偏移编号。 1.
G64:连续路径模式。
G90:绝对尺寸系统。
G91:增量尺寸系统。
G17:X-Y平面选择。
G42:刀具半径补偿激活(右侧移动)
G40:刀具半径补偿停用
S:主轴速度
F:轴运动进给
M:刀具运动(3 =顺时针, 4=逆时针)
D :工具编号
数控机床