

山特维克可乐满建议的精加工到粗加工的进给和切削深度
下图取自山特维克可乐满车削刀具 – 通用车削目录。
下面给出的图表显示了精加工到粗加工的进给和切削深度山特维克可乐满对多种通用车削刀片的建议,例如CNMG、DNMG、RNMG、SNMG、TNMG、VNMG、WNMG、KNMX
切割深度建议
正如您所看到的,对于每个刀片,都给出了多个切削刃长度,CNMM 06、09、12、16、19、25mm 切削刃长度都给出了。
因此,现在您可以轻松获取刀片的数据在车间使用,无论您使用 CNMM 120408 或 CNMG 190624 还是任何其他刀片。
现在切削深度列分为三个独立的部分,精加工、中等加工、粗加工。
CNMG090308
根据这个图表,切削刃长度为9mm的CNMM刀片可用于精加工,切削深度最小到最大2mm。
如果相同的刀片用于中等加工,切削深度可以从1.5mm中选择到3.5mm
CNMG250924
根据图表CNMG250924不能用于精加工,该刀片可用于中等到粗加工操作。
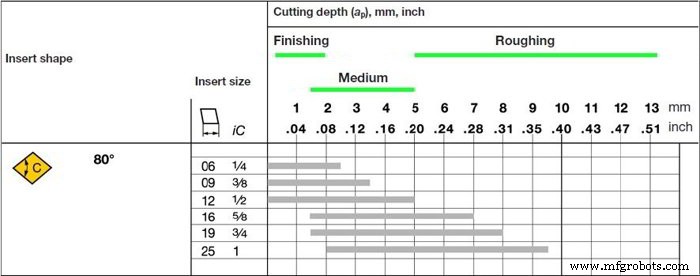
CNMM刀片精粗加工推荐切削深度
Feed 推荐
顶部给出了精加工/半精加工/粗加工操作的推荐进给量(毫米/英寸)。
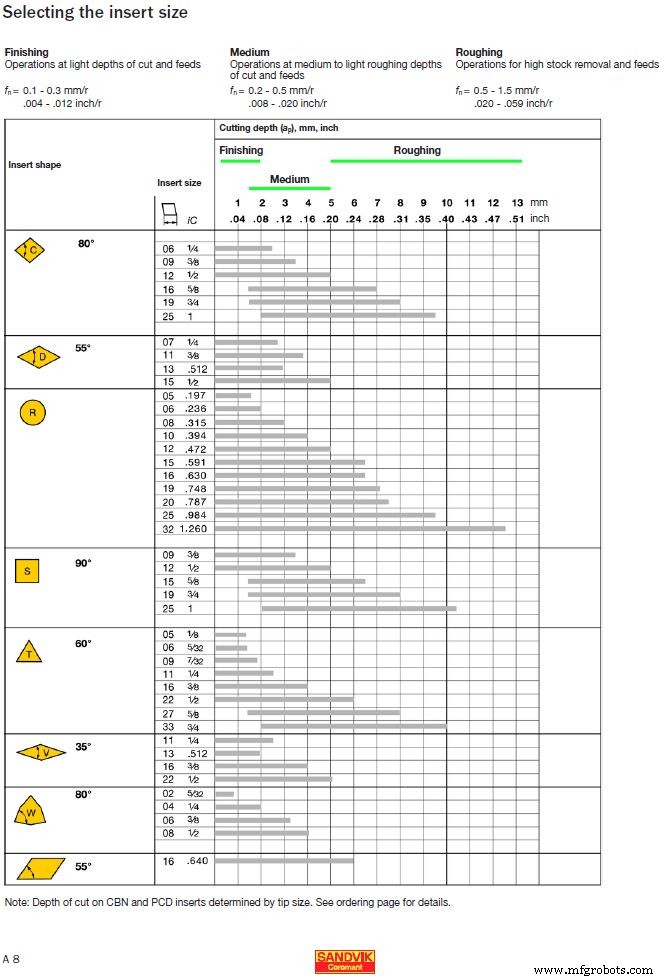
精加工到粗加工的进给和切削深度山特维克可乐满建议
数控机床