

使用 G81 钻孔循环钻两步块
G81 钻孔循环程序示例,展示了如何经济地钻阶梯块。
cnc 程序代码不言自明,没有使用复杂的技术。
G81 钻孔两步程序块
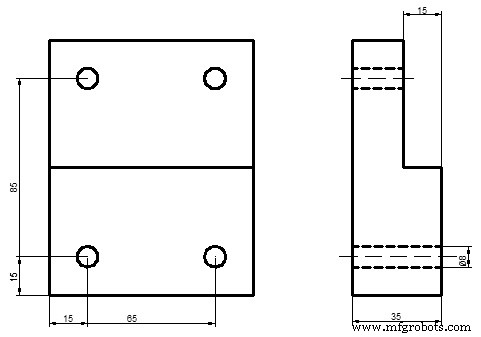
G81 钻孔二阶块
N10 T4 M6 (TWIST DRILL 8”) N15 G90 G54 G00 X15 Y15 N20 S1000 M3 F100 N25 G43 H01 Z2 M8 N30 G81 R2 Z-42 N35 X65 N40 Y85 R-13 N45 X15 N50 G80 Z50 M5 N55 M30
数控机床