

Fanuc 的 G83 啄钻循环(深孔)
G83 钻孔循环 G 代码是模态的,因此每次 X 和/或 Y 轴移动时都会激活它,它会快速到达该位置,然后再次执行该固定循环(钻孔),直到它被取消 (G80) .
G83 深孔深孔钻循环操作
发那科G83深孔啄钻循环
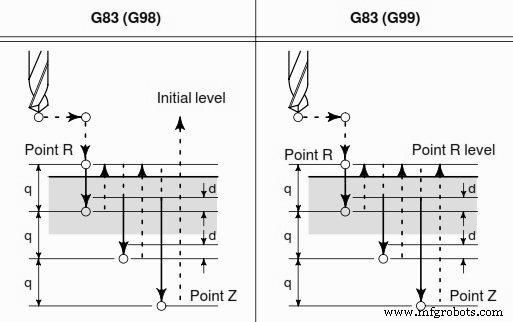
由于G83是深孔钻孔循环,所以G83钻孔循环中每孔深孔钻的深度为Q定义的深度。
刀具将进行啄孔(Q 深)
然后刀具将在每次啄孔后快速到达 R 平面
然后返回进行下一次啄孔
直到达到 Z 深度。
Z轴间隙定位用G98和G99进行孔间定位。
G83 深孔钻孔循环格式
G83 X_ Y_ Z_ R_ Q_ F_ K_;
X Y – 孔位置数据
Z – Z 深度(从 R 平面进给到 Z 深度)
R – R 平面的位置
Q – 每次切削进给的切削深度(每啄的深度)
F – 切削进给率
K – 重复次数(如果需要)
G83 啄钻循环的完整数控编程示例 G81 钻孔循环 G83 啄钻 G98 G99 示例程序
数控机床