
ECS G82 钻孔和断屑循环
ECS G82 带断屑暂停的钻孔
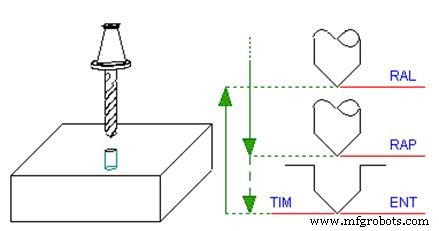
该循环与标准钻孔 G81 的唯一区别是钻头在到达指定深度 (ENT) 后完成的停顿以打断切屑。
在 MDI 和编辑模式下,通过以下按键顺序激活循环数据输入:
编程
G82 <ENT=..> <RAP=..> <RAL=..> <TIM=..>
参数
| 参数 | 描述 |
|---|---|
| 耳鼻喉科 | 在工作进给时达到深度报价 |
| 说唱 | 周期开始时报价快速到达 |
| 拉尔 | 周期结束时报价快速到达 |
| 时间管理 | 仔细阅读 ENT 引用 [sec]。 |
数控机床

该循环与标准钻孔 G81 的唯一区别是钻头在到达指定深度 (ENT) 后完成的停顿以打断切屑。
在 MDI 和编辑模式下,通过以下按键顺序激活循环数据输入:
G82 <ENT=..> <RAP=..> <RAL=..> <TIM=..>
| 参数 | 描述 |
|---|---|
| 耳鼻喉科 | 在工作进给时达到深度报价 |
| 说唱 | 周期开始时报价快速到达 |
| 拉尔 | 周期结束时报价快速到达 |
| 时间管理 | 仔细阅读 ENT 引用 [sec]。 |
数控机床
G81 钻孔循环程序示例,展示了如何经济地钻阶梯块。cnc 程序代码不言自明,没有使用复杂的技术。 G81 钻孔两步程序块 G81 钻孔二阶块 N10 T4 M6 (TWIST DRILL 8”)N15 G90 G54 G00 X15 Y15N20 S1000 M3 F100N25 G43 H01 Z2 M8N30 G81 R2 Z-42N35 X65N40 Y85 R-13N45 X15N50 G80 Z50 M5N55 M30
G81钻孔循环用于简单的钻孔/点钻操作。 语法 G81 X... Y... Z... R... K... F... 参数 描述 X x 轴上的孔位置。 是 y 轴上的孔位置。 Z 深度,刀具将从 R 平面开始进给到 Z 深度。 R R平面的位置。 K 循环重复次数(如果需要)。 F 进给率。 一旦定义了 G81 钻孔循环,固定循环将在连续程序段中的每个 X-Y 位置重复。所以G81钻孔循环必须用G80取消。 用法 N30 G81 X10 Y30 Z-17 R2 F75N40 Y10N50 X30N60 Y30N70 X90N80 Y10N90 G80 在上面的示例中,钻孔
G82钻孔循环也称为G82沉孔循环。 G82是一个普通的钻孔循环,唯一不同的是它在孔底停留指定的时间,一般用于精确深度钻孔。 语法 G82 X... Y... Z... R... P... F... K... 参数 描述 X x 轴上的孔位置。 是 y 轴上的孔位置。 Z 深度,刀具将从 R 平面开始进给到 Z 深度。 R R平面的位置。 P 在孔底停留 K 循环重复次数(如果需要)。 F 进给率。 用法 N30 G82 X10 Y30 Z-17 R2 P1000 F75N40 Y10N50 X30N60 Y30N70 G80 一旦在程序段中用参数指定 G82 钻孔循环
NCT 程序示例显示如何使用 G81 钻孔循环使用 G15 G16 极坐标指令和 G81 钻孔循环在圆上钻孔。 G 代码 G代码 函数 G15 极坐标命令取消 G16 极坐标命令 G81 钻孔、点镗循环 NCT 编程示例 %O7073(7.3)N100 T1N110 G54 G0 X0 Y0N120 G43 Z50 H1N130 S1000 M3 M8N140 G16 G0 X50 Y-10N150 G81 X50 YI10 R2 Z-10 L36N160 G80 G15N170 G0 Z100N180 M30%