
ECS G81 标准钻孔循环
ECS G81 标准钻孔
在 MDI 和编辑模式下,通过以下按键顺序激活循环数据输入:
编程
G81 <ENT=..> <RAP=..> <RAL=..>
参数
| 参数 | 描述 |
|---|---|
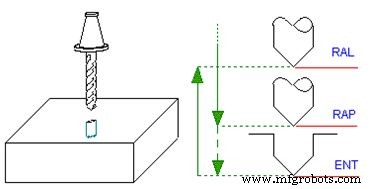
| 耳鼻喉科 | 在工作进给时达到深度报价 |
| 说唱 | 周期开始时报价快速到达 |
| 拉尔 | 在周期结束时快速达到报价。 |
数控机床

在 MDI 和编辑模式下,通过以下按键顺序激活循环数据输入:
G81 <ENT=..> <RAP=..> <RAL=..>
| 参数 | 描述 |
|---|---|
| 耳鼻喉科 | 在工作进给时达到深度报价 |
| 说唱 | 周期开始时报价快速到达 |
| 拉尔 | 在周期结束时快速达到报价。 |
数控机床
提交人:机械师 绘图/图像 数控程序 0 BEGIN PGM 10116B MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+100 Y+50 Z+203 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 CYCL DEF 200 DRILLING Q200 = 5 ;SET-UP CLEARANCE Q201 = -20 ;DEPTH Q206 = ??? ;FEED RATE FOR PLNGNG Q202 = 5 ;PLNGNG DEPTH Q210 = 0 ;DWELL TIME AT TOP Q203 = 0
提交人:机械师 绘图/图像 数控程序 0 BEGIN PGM 10116 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+100 Y+50 Z+203 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 CYCL DEF 1.0 PECKING7 CYCL DEF 1.1 SET UP 58 CYCL DEF 1.2 PLNGNG -209 CYCL DEF 1.3 DWELL 010 CYCL DEF 1.4 F???11 L X+20 Y+20 R0 FMAX M312 L Z+5 FMAX13 CYCL CALL
NCT 程序示例显示如何使用 G81 钻孔循环使用 G15 G16 极坐标指令和 G81 钻孔循环在圆上钻孔。 G 代码 G代码 函数 G15 极坐标命令取消 G16 极坐标命令 G81 钻孔、点镗循环 NCT 编程示例 %O7073(7.3)N100 T1N110 G54 G0 X0 Y0N120 G43 Z50 H1N130 S1000 M3 M8N140 G16 G0 X50 Y-10N150 G81 X50 YI10 R2 Z-10 L36N160 G80 G15N170 G0 Z100N180 M30%
NCT G81钻孔循环用于简单的钻孔/点钻作业。 编程 G17 G81 X... Y... Z... R... F.. L...G18 G81 Z... X... Y... R... F... L...G19 G81 Y... Z... X... R... F... L.. 参数 下表 X、Y、Z 定义适用于 G17 平面,对于其他平面,这些定义将随着G18 平面 Z X 为孔位,Y 为钻孔轴G19 平面 Y Z 为孔位X为钻孔轴 参数 描述 X x 轴上的孔位置。 是 y 轴上的孔位置。 Z 深度,刀具将从 R 平面开始进给到 Z 深度。 R R平面的位置。 大号 循环重复次数(