

Okuma G73 高速深孔钻循环
Okuma G73 高速深孔钻循环
G73高速深孔钻循环
编程
G73 X__Y__Z__R__P__Q__F__
参数
| 参数 | 描述 |
|---|---|
| X,Y | 孔位坐标值 |
| Z | 孔底高度 G90方式:
G91模式下:
|
| R | 点R级 |
| P | 孔底停留时间 |
| 问 | 啄食量(正,增量值) |
| F | 进给率 |
加工顺序
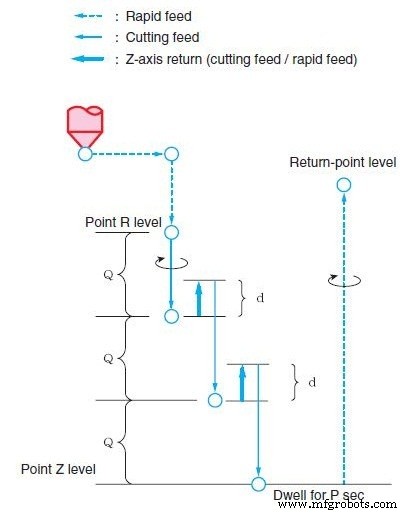
(1) 沿X、Y 轴快速定位
(2) 快速定位到R 点平面
(3) 以Q 指定的啄钻量在a 处钻孔切削进给速度和主轴正转
(4) 退刀“d”。
- 在 G73 循环(高速深孔)或 G83 循环(深孔)WITH NC 可选参数(固定循环)的 I、J 命令中设置退刀量“d”。
(5) 重复步骤(3)和(4)钻到R点层
(6) 在Z点层停留P秒
(7) 返回返回点层快速进给
数控机床