

自动化五轴加工不是挑战
当夹具从机器的存储架上取走另一个托盘时,此视频中的播放速度有所提高。

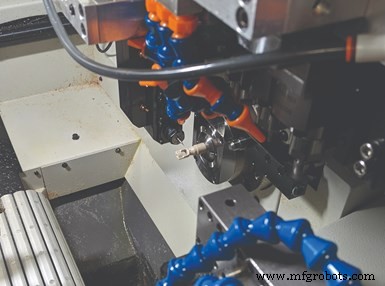
Challenge Machine 利用安装在其新型五轴机床的可旋转 B 轴铸件侧面的激光探头进行刀具预调,并在无人值守的加工循环中检查刀具破损和跟踪刀具磨损(对于某些应用)。
明尼苏达州 Blaine 的 Challenge Machine 专门加工小型、复杂的零件——有些零件非常小。它使用一系列设备来做到这一点,包括 B 轴瑞士型车床、带有耳轴工作台的 VMC,可提供第四轴旋转,在某些情况下,还提供第五轴旋转,以及高速、真正的五轴加工中心。
尽管该车间已经能够使用其棒料式瑞士型实现长时间的无人值守加工,但直到最近,其所有铣削设备都需要手动装载零件。然而,其最新的五轴机床具有集成的工件夹持托盘更换器和大容量自动工具更换器 (ATC),使其能够在白天无人看管并在晚上熄灯时运行。此外,CNC 功能与触摸探测例程相结合简化了编程,因为操作是基于一个运动学点创建的,该运动学点创建一个工作坐标系。

机械师 Brandon Gill 是 Micro Pro 的主要程序员、设置人员和操作员。他欣赏诸如使用 Micro Pro 的 Heidenhain TNC 640 CNC 和探测例程基于一个运动学点/工作坐标系对操作进行编程的功能,而不是使用 G54 或 G55 G 代码偏移进行编程。
自动化的五轴机器是来自德国 Kern Microtechnik(在美国称为 Kern Precision,位于伊利诺伊州艾迪生)的 Micro Pro。 Challenge Machine 的总经理 Aaron Schreiber 说,这家商店考虑这个复杂的机器平台已经 15 年了,他承认这是一笔不小的投资。然而,该车间决定在 2019 年底扣动扳机,因为 ISO 13485 认证车间在其一些五轴耳轴机器上运行的越来越多的医疗零件遇到了准确性、可重复性和表面光洁度问题。此外,他还指出,新机床上的冷却通道等功能可减轻热增长,这也有助于对通常具有较长循环时间的复杂零件进行可靠加工。除了其他机器功能外,这让商店有信心将其设置为自行运行数天甚至数周。
让它运行
Jim Betland 于 1999 年在他的地下室创办了 Challenge Machine。早期,大部分业务都致力于半导体行业的微加工零件。这家商店最近被明尼阿波利斯的 Assurance Manufacturing 收购,仍然专注于小东西。 (我说的是零件尺寸和重要的微加工细节。)Schreiber 说,今年的销售额增长了 15%,因为这家商店增加了对医疗市场的关注,同时也瞄准了航空航天工作。

这家工厂加工了一系列来自Micro Pro 上的各种材料。在典型的一个月中,它在机器上运行 10 到 15 个不同的零件编号,其中许多的循环时间超过 3 小时。
根据 Kern 的说法,Micro Pro 具有静压导轨、直线驱动器和由超高性能混凝土 (UHPC) 制成的单一铸造底座,可实现优于 2 微米的定位精度和优于 1 微米的可重复性。它的设计考虑到了小零件加工,提供 350 x 220 x 250 毫米的 XYZ 行程,而其可旋转的 B 轴旋转 220 度。 Schreiber 指出,鉴于该商店 16,000 平方英尺的环保设施目前的占地面积非常宝贵,因此其 43 平方英尺的小占地面积值得赞赏。 (他说这是这家商店可能在未来几年搬到不同地点的原因之一。)

切割工具和工件夹持托盘存放在机器的侧面。该机器可容纳 30 个工件夹持托盘和 109 个工具。车间在 Micro Pro(具有 43,000 rpm HSK 40 主轴)上使用的最小刀具直径为 0.003 英寸。
Challenge Machine 的 Micro Pro 使用带有动力卡盘的 Erowa 零点工件夹持系统,可提供小于 0.0001 英寸的重复定位精度。该机器可以在其一侧的封闭式多层机架中存储 30 个托盘和 109 个刀架。一体式工件更换装置自动将装有原材料的托盘(在 Challenge Machine 的情况下通常是夹在夹头中的圆形库存)传送到卡盘,并在零件完成后取出和存放托盘。
工件和刀具存储容量为车间在机器上运行的作业类型提供了多功能性。例如,当相同或相似零件的批量较大时,可以将冗余工具加载到机器中。 (Schreiber 说,这台机器的批量大小通常最多为 100 到 300 件。)相反,也可以装载各种不同的工具(以及带有原材料的托盘),因此它可以同时运行混合的小批量作业。

一体式工件更换器自动将带有材料的托盘(通常是夹在夹头中的圆形原料)传送到工作台上,并在零件完成后移除托盘。 Erowa 零点工件夹持系统采用动力卡盘,可提供小于 0.003 毫米的重复定位精度。
虽然这台机器的批量似乎很小(车间的大部分工作是原型和低产量),但零件周期时间通常很长。它有时会连续 3 周无人看管地运行,并且零件的 3 小时循环时间并不少见。例如,Micro Pro 完成了一个用于主动脉瓣修复的钛医疗组件,其壁宽为 0.014 英寸,采用 1.25 英寸直径的棒材,其中 97% 的材料被去除。

这里,夹头仅用于手动完成零件的卸载和新材料的装载。
对于此类应用和血泵叶轮,需要全五轴轮廓。但是,该车间还受益于对更多棱柱形零件执行 3 + 2 定位操作,而不是在多台机器上运行它们或执行多个设置。
为了让 Micro Pro 无人值守运行更有信心,Challenge Machine 利用安装在机器可旋转 B 轴铸件侧面的 Blum-Novotest 激光探头进行刀具预调,并在无人值守的加工循环中检查刀具破损和跟踪工具磨损(对于某些应用)。
机械师 Brandon Gill 是 Micro Pro 的主要程序员、设置人员和操作员。他说,这台机器的一个小挑战是熟悉 Heidenhain TNC 640 CNC(该商店的第一款该品牌),尽管这只是熟悉 CNC 的界面以及在何处访问特定功能的问题。他喜欢使用 TNC 640 CNC 基于一个运动学点/工件坐标系对操作进行编程等功能,而不是使用 G54 或 G55 G 代码偏移进行编程。与其他铣床一样,该车间使用 GibbsCAM 为这台机床开发零件程序。
事实上,Gill 指出,这些功能正是 Micro Pro 成为他首选的编程和操作机器的原因。
将 Swiss-Type 视为五轴机床
这个复杂的医疗部件促使 Challenge Machine 考虑推出其第一台瑞士型车床,该车床具有可编程的、可旋转的 B 轴和带电工具站。它选择的模型是它在 2015 年购买的 Marubeni Citizen-Cincom L220。该商店一直在两台 CNC 机器上运行用于膝关节置换手术的可植入医疗级聚醚醚酮 (PEEK) 部件。一台五轴机床铣削了大部分零件(循环时间为 45 分钟),而一台三轴机床完成了它(循环时间为 15 分钟)。 L220 能够在 15 分钟内完成零件。
该车间发现,为这种类型的机器开发工具策略需要独创性。与配备大容量换刀装置的 CNC 铣床不同,瑞士型的刀具站数量有限。 L220有五个车削工位,三个主轴交叉工位,六个对向工位(三活三静),后柱八个工位(四活四静)和B轴四个活工位工具柱。根本没有能力使用商店可能在磨坊上使用的定制成型工具等特价商品。因此,Challenge Machine 必须创造性地使用球磨机、镗杆、切槽工具等来创建零件所需的复杂特征,例如 PEEK 膝关节置换零件上的钟形 ID 几何形状。
工业设备