

为什么脱模斜度设计对于注塑成型至关重要?
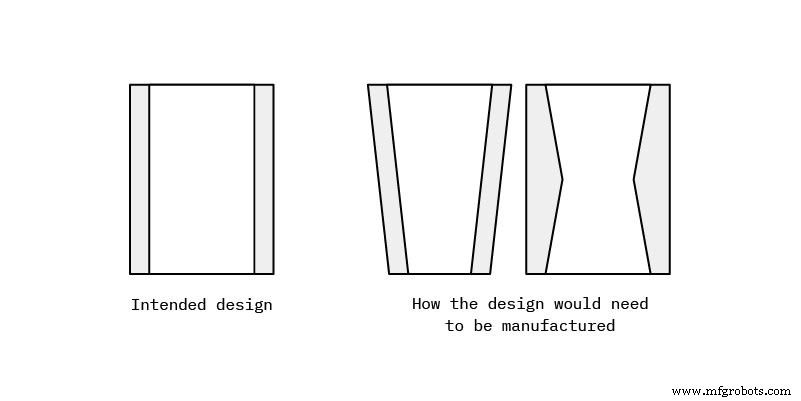
设计注塑成型的拔模角度可能很麻烦。作为设计师和工程师,我们喜欢使用易于阅读、测量和修改的笔直、垂直模型。
然而,当需要根据我们的设计实际制造组件时,我们需要处理可能影响功能、合身性和美观性的梯形形状。这种梯形形状是注塑成型要求设计具有拔模角的零件的结果。
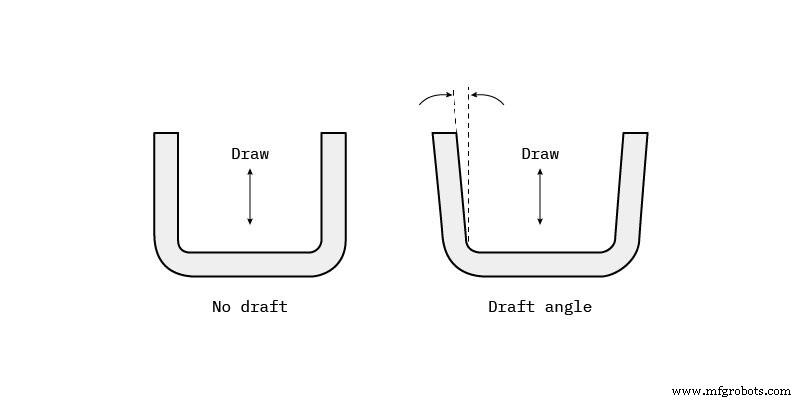
什么是拔模角?
拔模斜度是应用于注塑成型部件垂直壁的锥度,以帮助将部件从模具中脱模。
拔模斜度是注塑定制零件的必要特征。注塑成型的功能部件必须具有面向型腔和型芯侧的拔模斜度。这将降低零件损坏的风险,并确保它们可以从机器中弹出。
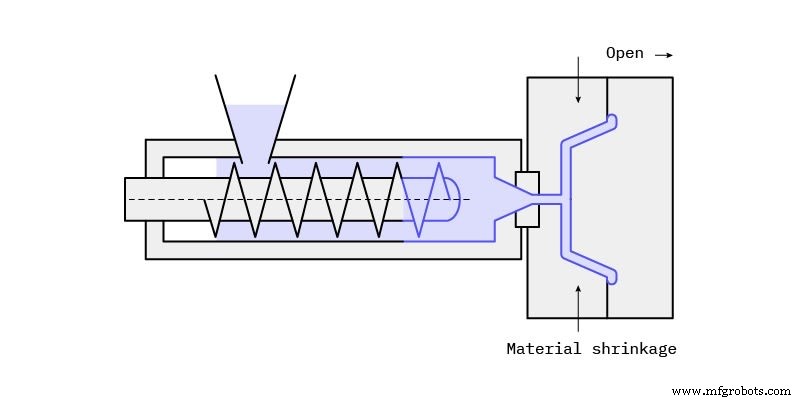
当熔融塑料流入闭合模具并填充型腔时,材料在冷却后在模具内收缩,从而夹住型芯。
为什么拔模斜度对于注塑成型至关重要?
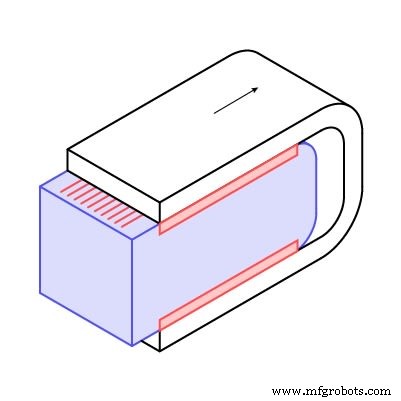
没有任何锥度,不仅零件会被划伤,而且模具也会承受不必要的磨损。这反过来又会缩短工具的寿命。最重要的是,在这种情况下,您可能无法顶出零件,这意味着您必须停止生产以手动将零件从模具中剥离。
同样重要的是通过让空气进入金属和塑料之间来克服真空力,以使零件正确释放。添加足够的拔模角度可确保防止顶出时的翘曲,同时保持良好的装饰效果。
对于注塑成型,您还必须处理顶出机构和冷却系统之间的内在权衡 - 它们都在核心内竞争房地产。如果您的零件易于通过设计释放,则可以更轻松地弹出零件,从而为冷却系统提供更多空间。
因此,您无需使用大量销钉或套筒将零件推出芯部,而是为冷却通道留出大量空间,从而显着缩短循环时间。因此,您的项目的单价更具竞争力,一旦您达到高产量,这将非常有利。
方便的提醒平均而言,注塑成型过程中有 70% 的循环时间用于冷却。
那么,为什么必须在您的设计中添加拔模角?
-
最大限度地减少几何变形
-
提高模具的刀具寿命
-
改善塑料零件的表面光洁度
-
通过缩短冷却时间来降低成本
如何设计更好的拔模角度?
没有通用的公式可以准确地告诉您如何在设计中实施拔模斜度,但您需要考虑一些因素:
深袋和空腔
深型腔和型腔需要更陡峭的拔模角,以帮助克服真空和零件从型芯推出时的摩擦力。
Hub的专业提示
部分纹理
零件的纹理决定了最小吃水。更光滑的表面,例如镜面处理,很容易推出并降低废品率。对于轻质纹理,1-5 度的拔模是合适的。皮革或蛇皮等复杂纹理会引入微底切,需要 5-12+ 度的拔模。
集线器的专业提示
什么是拔模角最好的注塑材料?
塑料热收缩越多,拔模就必须越大。此外 - 坚固、易碎和磨蚀性材料自然需要比柔软、延展性或自润滑材料更大的锥度。
例如,尼龙非常宽容,不一定需要拔模斜度,但始终建议使用标准的 2 度锥度。
| 材质 | 最小拔模角度* | 推荐拔模角度 |
|---|---|---|
| 尼龙 | 0 | 1 |
| 聚乙烯 | 0.5 | 1.5 |
| PVC | 0.5 | 1.5 |
| PP | 1 | 2 |
| 电脑 | 1.5 | 2 |
*假设条件完美
Hubs 设计拔模角度的主要技巧和窍门是什么?
拔模角度可能不是您最喜欢的设计功能,但值得麻烦。正确设计它们是获得有竞争力的成本并可能缩短交货时间的关键。
以下是为您的定制零件设计最佳拔模角度的一些高级技巧:
-
尽早将草稿集成到您的设计中。如果您想使用 3D 打印对零件进行原型制作,请确保它已经包含草稿,以避免设计不得不重复您的工作。
-
绘制零件的型腔和型芯侧。由于材料的收缩方向,芯部(内表面)需要稍大的拔模。
-
所有垂直面都需要有拔模。这些包括肋条和角撑板、凸台和支座特征。
-
拔模斜度越大越好。即使是 0.5 度角(大多数材料的绝对最小值)也比完全没有拔模角要好。
-
请注意您从中拔模的参考面以及拔模是否会影响配合零件的功能或配合。
-
分型线的位置并不总是很明显。请务必在流程早期咨询您的供应商,以便按时交付最终设计。
-
绘制需要侧向操作(侧腔和凸台)的特征。
有关如何设计注塑成型特征的更详细指南,我们为您准备了指南。
常见问题
如何计算注塑成型的拔模斜度?
一般来说,建议每英寸(2.54 厘米)模腔深度至少增加 1 度的拔模。除了深度之外,其他因素会影响您计算拔模斜度的方式,因此您最多可以将每英寸加起来 2 度,但这不是必需的。
我的拔模角度应该是多少度?
虽然每英寸型腔深度应用 1 到 2 度的拔模是一个很好的标准,但某些角度更适合特定情况。例如,我们建议在组件的每个垂直面上应用 0.5 度。对于轻质纹理(PM-T1),需要 3 度的拔模,而对于重纹理(PM-T2),必须有 5 度或以上的拔模。
什么时候应该在设计过程中添加拔模斜度?
不需要为 3D 打印和 CNC 加工设计添加拔模角度,因此在原型制作(或其他早期设计阶段)时通常会忘记拔模。借助 3D 打印和 CNC 加工,您根本不必担心从模具中弹出零件。我们建议您尽早设计具有拔模角的零件,以便在需要开始注塑大量零件时,您不必重新设计组件以适应成型工艺。
拔模斜度设计如何影响表面光洁度?
添加正确的拔模角度对于避免零件划伤至关重要。热塑性塑料在模具中冷却时会收缩,这会产生足够的张力以防止干净且容易脱模的零件。如果没有正确的拔模角度,您的零件会因模具内的张力和冷却后取出而出现划痕。
您如何设计拔模角以获得最佳可制造性?
遵循我们的指导方针肯定会帮助您改进设计的可制造性。如果您还有其他问题或需要 DfM 专家建议,请随时通过 sales@hubs.com 与我们联系 .
树脂