

3D 打印层分离修复(不良层附着力)!
打印时,您的模型是否开裂并且层是否分离?这通常被称为层分离或分层,它本质上是由于层附着力差造成的。
在这篇文章中,我将讨论什么是分层,为什么会发生,以及如何解决。
所以,事不宜迟,让我们开始吧!
Layer Delamination or Separation,是什么?
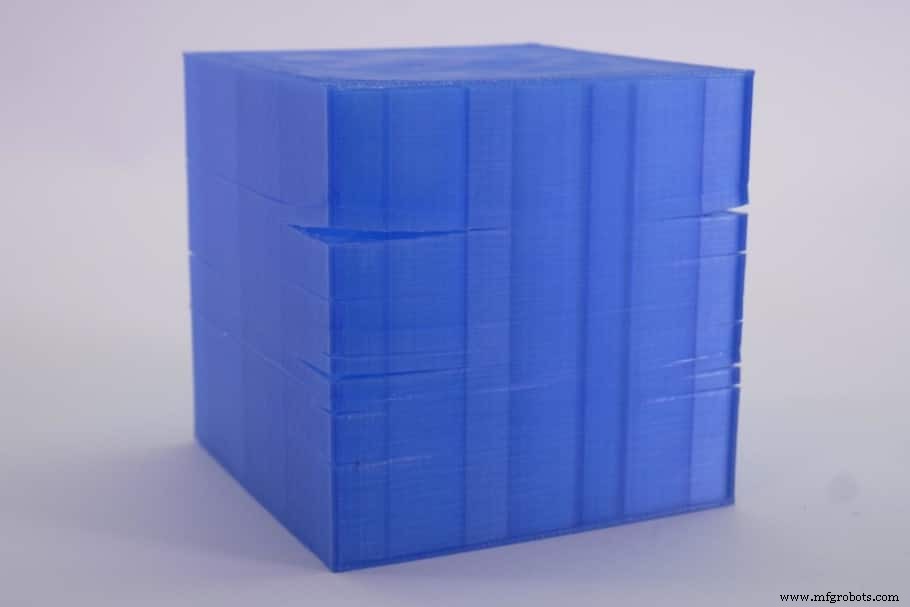
FDM 3D 打印通过逐层构建对象来工作,其中最后一层打印在前一层之上。如果层的附着力不够强,那么零件可能会在不同的位置分裂或分离,这可以看作是打印件外部的切口或裂缝。
ABS 经常出现这种情况,因为它在冷却时会收缩,如果没有用外壳或适当加热的床打印,有时会分离层。
让我们仔细看看为什么会发生层分离;
为什么会发生层分离?
当 3D 对象因塑料以不同速率冷却时施加的力而破裂时,就会发生层分离,这会在打印的中间产生通常称为“翘曲”的力,该力超过了层的附着力和将图层分开。
虽然修复已经破裂的打印件是不可能的,但只需几个简单的步骤就可以很容易地确保它不会再次发生,所以现在让我们快速浏览一下。
如何解决层分离问题
在大多数情况下,它归结为使用外壳进行打印,因为这将防止零件冷却不均匀并通过正确设置床温。这应该可以解决大多数情况下的问题。
但是,这里列出了处理层分离和提高层附着力的所有可能解决方案。
使用外壳

外壳的作用是帮助稳定 3D 打印机内部的温度,这将防止部件冷却过快,从而减少翘曲和层分离的机会。
并非所有打印机都带有外壳,但您不一定要购买带有外壳的打印机,甚至不必购买外壳,因为您可以自己制作一个。只要确保用于外壳的材料不易燃。您也可以购买适用于大多数打印机的标准尺寸外壳!
如果您想自己建造一个外壳,请按照本指南进行操作,该指南非常深入。
注意 :大多数外壳没有被主动加热,而是将床和喷嘴产生的热量保留在其中,这通常足以解决与加热床相关的任何问题。
我写了一篇完整的文章,介绍为什么您可能要考虑使用附件进行打印,您可以在此处找到。
降低层高
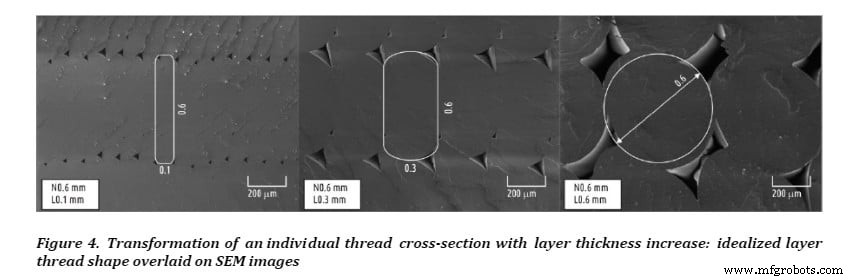
使用较低层高打印时,接触表面积更大,这意味着每层之间的粘合将比在较大高度打印时强得多。如果您的打印层附着力不佳,那么降低层高将加强这种粘合。
从我上面链接的图片中可以看出,减少层厚度会大大提高每层之间的接触表面积,这会直接转化为更好的打印强度。
最强层高 :0.1mm 到 0.15mm。
我写了一篇完整的文章,深入探讨了 3D 打印的最佳层高,无论是强度还是细节,所以一定要看看。
提高打印温度
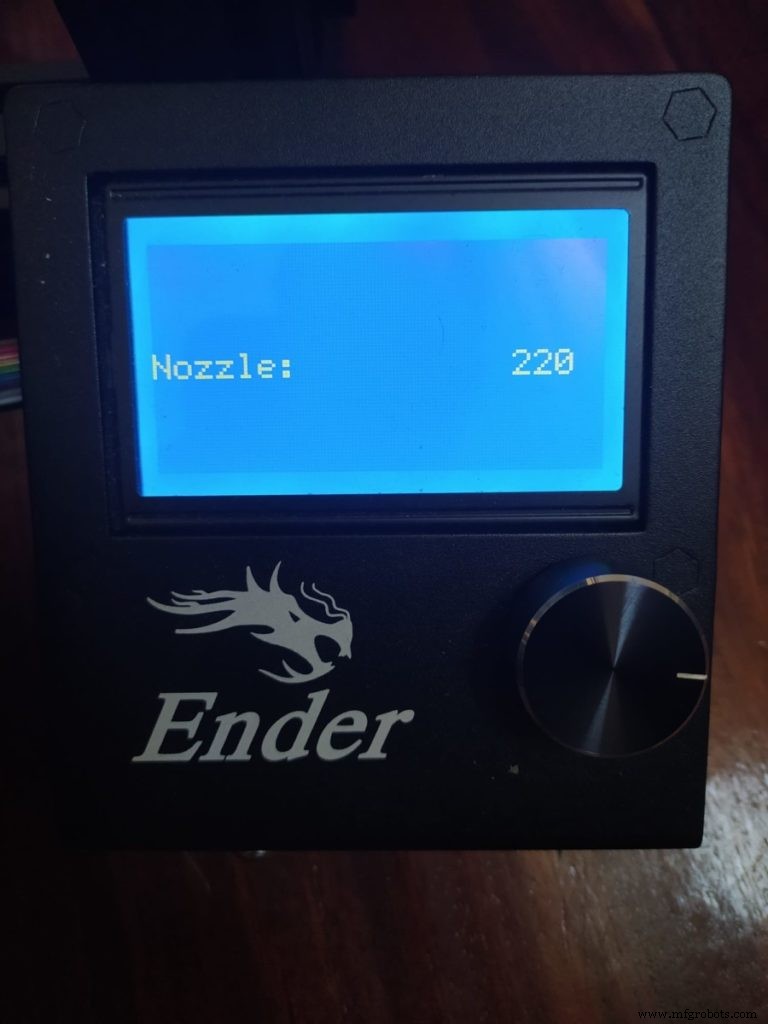
塑料粘合得越好,温度越高,如果打印层不能正确粘合在一起并破裂,则提高打印温度。例如; ABS 通常在 220-235C 左右打印,这将在各层之间产生良好的粘合,低于此打印,例如 200C,很可能会产生较弱的打印。
始终检查您购买的灯丝上的说明,以确保它应该在什么温度下打印以获得最佳效果,但如果您觉得层粘附性可能会更好,请尝试将其逐渐增加 5C 并进行几次测试打印以查看结果。
下表列出了大多数灯丝的理想打印温度以及它们的热床温度、玻璃化转变温度等。
| 灯丝 | 喷嘴温度 | 玻璃化转变温度 Tg (C) | 熔化温度 Tm (C) | 加热床 温度 | 翘曲风险 | 易于使用 |
| 解放军 | 180°C – 230°C | 60-65°C | 155°C | 60°C 但不是必需的) | 低 | 简单 |
| ABS | 230°C – 250°C | 105°C | 210°C | 大约。 100°C | 中等 | 中级 |
| PETG | 230°C – 250°C | 80-82°C | 200°C | 大约。 100°C | 低 | 简单 |
| 尼龙 | 230°C – 260°C | 70-80°C | 217°C | 80°C – 100°C | 中等 | 中级 |
| ASA | 220°C – 250°C | 100°C | 250-260°C | 大约。 100°C | 低 | 中级 |
| 聚碳酸酯 | 270°C – 310°C | 147°C | 260°C | 90°C – 110°C | 高 | 困难 |
| HIPS | 230°C – 250°C | 88-92°C | 180 – 270°C | 大约。 100°C | 低 | 中级 |
| TPE | 210°C – 230°C | 60-130°C | 150–210°C | 不需要 | 低 | 简单 |
调整冷却风扇
3D打印机上的风扇会冷却刚刚铺设的塑料层,但是如果冷却过快,新添加的塑料将无法牢固地粘附在前一层上,因此降低风扇速度可能会增加层的附着力,从而增加印刷的强度。如果你不这样做
这与上一点遵循相同的概念,因为提高打印温度将导致层更好地粘合,并且过快冷却它们也可能产生相同的不良结果。
注意 :进行几次测试打印,每次将风扇速度降低 10%,直到到达最佳位置。
增加流量(挤出倍增器)
即使您的打印机没有受到挤压不足的影响,如果各层没有正确粘附,也可能有助于稍微提高流速,因为这会挤出更多熔融塑料,并且材料越多粘附性越好。
挤出不足可以表现为塑料层之间的间隙、小层不足、缺少层,甚至是打印件上的小点,而挤出不足肯定对您的零件强度也起着重要作用。
就像 3D 打印中的所有内容一样,在调整流速(挤出倍增器)时不要大幅调整,而是小步进行并测试结果。
默认情况下,流速为 100%(或 1.0),但由于并非所有的灯丝和打印机都是相同的,您可能需要向下或向上调整此值。
推荐 :以 5% 的增量增加流速并测试结果,直到达到最佳状态。
降低打印速度
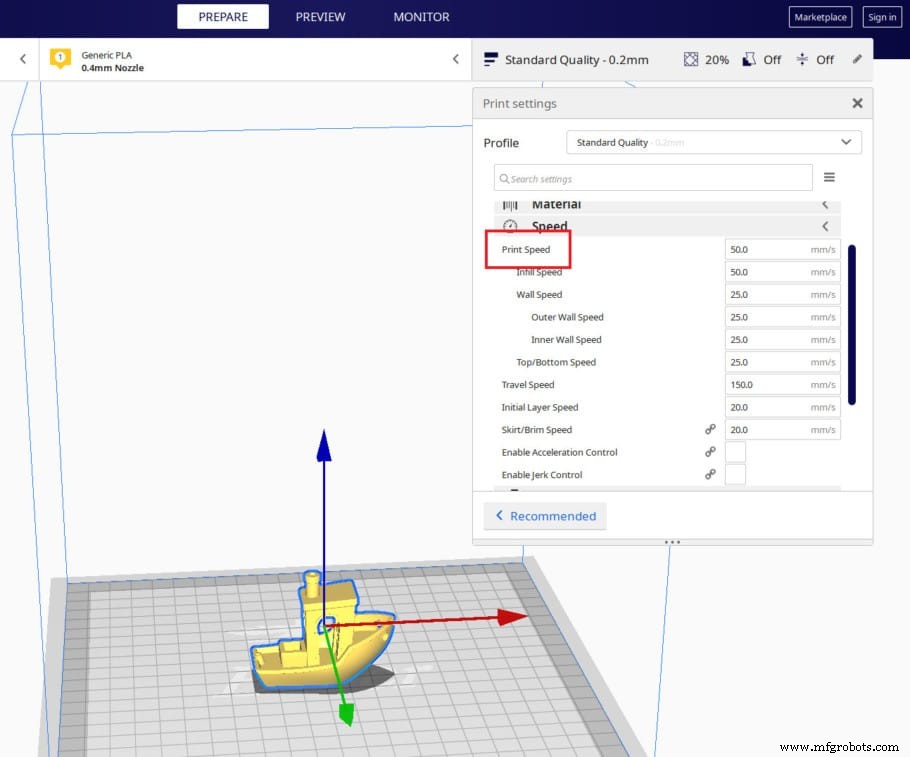
就像提高打印温度可以让新挤出的塑料更好地与前一层粘合一样,降低打印速度也会产生类似的效果。如果打印头移动太快,则挤出的塑料可能没有足够的时间正确粘合到前一层。
不仅如此,以更高的速度打印还会产生其他一大堆问题,例如挤出不足(这也会削弱零件)、振铃、一些可见的伪影以及一般的层附着力差。
推荐 :以 5mm/s 或 10mm/s 为增量降低打印速度并测试结果,直到达到最佳位置。
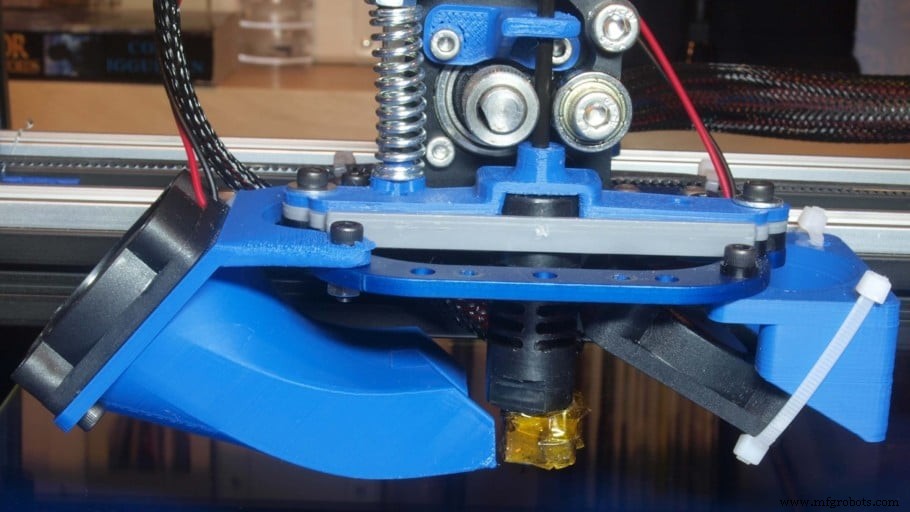
使用更宽的喷嘴

喷嘴直径影响挤出塑料的宽度。从本质上讲,使用 0.8mm 喷嘴将铺设一条宽度为 0.4mm 喷嘴两倍的塑料条,并增加接触表面积,从而使层之间的粘合力更强。
我已经提到,使用较低的层高会产生更强的层粘附力,因为它会增加表面接触面积。好吧,如果您增加喷嘴尺寸并仍然使用相同的低层高度,那么所有层将具有更大的接触表面积以产生更牢固的粘合。
然而,值得注意的是,增加喷嘴尺寸会在水平面(从顶部或底部观察)产生的打印细节明显减少,因为这些层要宽得多。
推荐 :将喷嘴尺寸增加0.2mm并保持与之前相同的层高并检查结果。如果您需要更强的打印效果,您可以随时更换更宽的喷嘴。您也可以继续购买各种尺寸的廉价喷嘴系列(带有一些额外工具)。
重要提示 :增加喷嘴尺寸可能需要您提高打印温度。例子;使用 1.2 毫米喷嘴,您可能需要在 240C 而不是 200-220C 下打印普通 PLA。
检查喷嘴是否堵塞
喷嘴堵塞意味着喷嘴末端的小孔被堵塞,可能是由于灰尘或任何其他奇怪的颗粒堆积、灯丝杂质、热蠕变以及使用不太常见的灯丝,如碳纤维,木注入塑料等,这种堵塞会导致挤出不足(从喷嘴流出的塑料较少),从而导致打印效果较弱。
好消息是修复堵塞的喷嘴很容易修复,而且在大多数情况下,由于我们大多数人都使用 PLA、PETG 或 ABS 打印,因此堵塞并不经常发生。
但是,如果您的打印层附着力较差,则可能是由于喷嘴堵塞。
如何清洁堵塞的喷嘴
有多种方法可以解决此问题,但这里有两种相当简单的方法,它们不应该花费太多时间并在大多数情况下解决问题:
加热喷嘴,然后使用针头:
这个比较简单,应该可以解决大部分问题。
- 将热端加热到灯丝的打印温度。
- 使用通常随 3D 打印机提供的针头,将灯丝通过喷嘴孔推入热端。
- 手动推动灯丝,看看它是否从喷嘴中出来。
在这里,您不是试图将堵塞喷嘴的颗粒排出,而是试图将它们推回并分解。
另一种方法是像这样进行“冷拉”;
- 第 1 步:将喷嘴加热到 220°C(如果您刚刚使用 PLA 打印)。
- 第 2 步:插入一条白色或浅色 Abs、尼龙或任何耐热性好的强力灯丝。
- 第 3 步:尽可能用力手动推动。
- 第 4 步:观察细丝是否流过喷嘴(如果完全阻塞,则可能不会挤出任何东西)。
- 第 5 步:让打印机冷却到 PLA 的 90°C 和 ABS 的 160°C 左右。冷却过程中保持压力。
- 步骤 6:当打印机达到步骤 5 中提到的最低温度时,快速有力地从热端取出灯丝,并检查灯丝的半熔部分。这一定有一点污垢(黑点)。那些黑点是造成堵塞的原因。
- 第 7 步:剪掉灯丝的脏部分,然后从第 2 步开始重复,直到灯丝干净为止。

结论
由于 3D 打印机制造商已经找到了相当成功的解决方法,因此层分层现在已经不是什么大问题了。
但是,如果它确实发生在您身上(在 ABS 中更常见),请尝试按照我在本指南中列出的步骤进行操作。最好的解决方法是使用外壳,甚至用垃圾袋覆盖整个打印机,但这可能是真正的火灾隐患。
如果这不起作用,请一次尝试我列出的所有不同选项,以便您可以正确判断哪种设置可以提供最佳结果。
查看我们的推荐产品部分

我们创建了一个推荐产品部分,可以让您消除猜测并减少研究打印机、灯丝或升级所花费的时间,因为我们知道这可能是一项非常艰巨的任务,而且通常会导致很多混乱.
我们只选择了少数我们认为对初学者、中级甚至专家都有好处的 3D 打印机,使决策更容易,并且列出的灯丝和升级都经过了我们的测试和精心挑选,因此您知道您选择的任何一个都会按预期工作。
3D打印