

优化模块处理坚硬的材料
大多数在机械车间工作过一段时间的人都曾参加过贸易展或机床经销商的开放日。在那里,他们看到了 CNC 机器的罐头演示,它们忙于将大块黄铜、低碳钢或铝切割成名片夹和井字游戏。虽然这些赠品很有趣,但看到一些真正的零件正在加工,最好是由难以加工的材料制成,难道不令人耳目一新吗?
这就是 Okuma Winter Showcase 上发生的事情,这是机器制造商为 600 多名与会者举办的年度活动。活动现场,参会人员参观了两打数控机床,其中大部分是制造芯片。其中包括具有激光金属沉积功能的 MU-8000V LASER EX 超级多任务处理机和 GENOS M460V-5AX,这是一种耳轴式五轴立式加工中心,具有高生产率、小占地面积和惊人的低价格标签。
还有一台带棒料振动检测的 LB3000 EX-II 车床、一台带协作机器人零件处理的 MULTUS B300II 车铣中心、MA-500HII 卧式和 MCR-A5CII 双柱加工中心以及一台 MULTUS U3000 多任务机床。
可以肯定的是,一个令人印象深刻的阵容,但有一个演示有大量的展会参与者在谈论,甚至是那些负责设置它的人。 “看到它真是太酷了,尤其是当您考虑到我们正在切割钛这种非常坚硬且难以加工的材料时,”Okuma 应用工程师 Lee Johnston 说。
他说的是涉及 CGTech 的 Force 的演示,这是一个基于物理的 NC 程序优化模块,在公司的旗舰 VERICUT 刀具路径模拟软件中工作。 Johnston 与 CGTech 和 Sandvik Coromant 的代表合作,编写了一个为航空客户制造的 Ti-6Al-4V 钛支架,然后使用 VERICUT Force 优化其刀具路径。
“我们在两个虎钳上进行了相同的演示,并排运行它们,一个使用标准程序,一个经过优化,”Johnston 说。 “我们将循环时间从一个小时减少到不到 40 分钟,您还可以听到和看到刀具切割方式的不同,并告诉我们优化的程序在机器上更容易。这可能是自摆线刀具路径以来编程发生的最好的事情。”
VERICUT 产品专家 Pete Haas 解释说,Force 通过分析 NC 刀具路径、评估不断变化的切削条件以及增加或减少进给率来实现任何给定材料的理想切屑厚度。与试图确定平均切屑厚度并以此为基础的进给速度的CAM系统和在线加工计算器相比,Force为每一行加工代码计算最佳进给速度。
“举个例子,想想每天早上开车去上班,”哈斯说。 “你会遇到直线路段、弯道和急转弯,必须根据路况减速或加速。加工还涉及不断变化的条件,但一些 CAM 系统没有考虑到这一点。它们产生单一的进给速率,在急转弯时可能过于激进,而在直道上可能过于缓慢。另一方面,力使用物理学来逐个计算不断变化的条件,并确定最佳进给率。”
据 Haas 称,其结果是大大缩短了循环时间、提高了刀具寿命、提高了零件质量并减少了 CNC 机床的磨损。它适用于任何材料和任何机器,甚至可以用于遗留程序。
约翰斯顿并不是唯一一个对 Force 的能力感到惊讶的人。就连 CGTech 技术支持工程师 Chris Davala(拥有 20 年机械师和程序员经验,现在与全国各地的 VERICUT 客户合作)也表示该演示令人大开眼界。 “说实话,我有点怀疑,”他说。 “这是我第一次亲身体验这款产品,并不是我对开发它的人不信任,而是对潜在收益提出了一些大胆的主张。我可以说,在看到原力的行动之后,它让我相信了。”
对于受雇于产品开发人员的人来说,这是一件容易的事。但与 Davala 和 Johnston 一起设置演示的山特维克可乐满 MTS 专家 Richard Howard 对此表示支持。他提供了用于演示的刀具和刀柄,并指定了初始加工参数。
“作为一名工具专家,我对 Force 软件的‘精准’印象非常深刻,”他说。 “CGTech 在优化程序方面做得非常出色,同时考虑了工具几何形状和产生的载荷。任何对提高效率和延长刀具寿命感兴趣的人都应该研究一下。”
任何熟悉 Okuma 机器技术的人都可能认为 Force 是不必要的。这是因为 OSP 控制提供了先进的功能,例如 Machining Navi、SERVONAVI、Super-NURBS 和自适应加工技术。第三方软件包如何让一流的机床性能更上一层楼?有几个答案:
- Force 能够将 NC 代码分解成更小的部分,调整进给率以最大限度地提高切屑厚度并保持其恒定。
- 它的优化功能是主动的,而不是被动的,所以每个人都知道在按下循环开始按钮之前会发生什么。
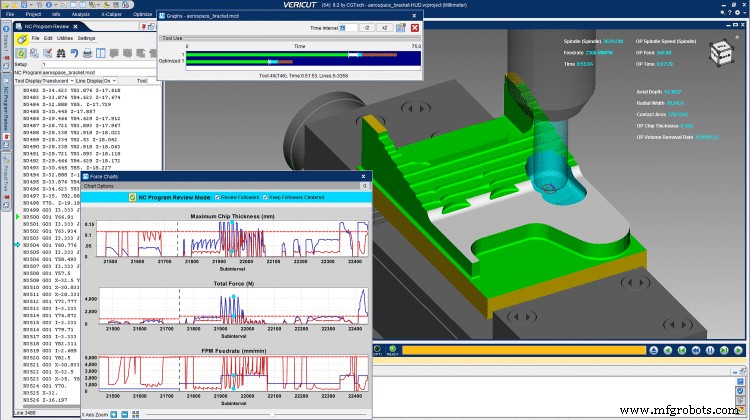
- 性能问题可以预先明确识别,程序员可以检查力图,其中显示了预计的切削力、切屑厚度、进给率、刀具偏斜等。
对于新材料、新机床和刀具,甚至新程序员,Force 消除了否则会发生的猜测。
结果是一个更安全、更可预测的 NC 程序,刀具破损或报废零件的风险较低。运营商更有信心。可以放心地进行熄灯加工。利润率得到改善。山特维克可乐满的 Howard 说,力优化的刀具路径“在粗加工过程中节省了大量时间”。零件加工速度更快,刀具使用寿命更长。

Haas 总结如下:“力图为 NC 程序员提供了前所未有的有用信息。当刀具在材料中移动时,他们可以快速轻松地逐个切割地可视化发生的情况,现在可以可视化过大的力、低效的切削参数、金属去除率、功耗、扭矩和刀具挠度。力图还揭示了切削条件改进的机会。只需单击力图,用户就会被带到程序中的确切位置和图形查看窗口以进行进一步分析。最终的结果是充分利用刀具和机床。”
大隈的李约翰斯顿同意了。 “在活动中,我们切割钛并看到了显着的改进,但我认为 Force 同样适用于加工铝等更容易的材料,以及其他通用工作。我期待在未来的项目中使用它。”
自动化控制系统