

渗透率和饱和度
可以绘制材料渗透率的非线性以更好地理解。我们将场强 (H) 的数量,等于场力 (mmf) 除以材料的长度,放在图表的水平轴上。在纵轴上,我们将放置通量密度 (B) 的数量,它等于总通量除以材料的横截面积。
我们将使用场强 (H) 和通量密度 (B) 的量而不是场力 (mmf) 和总通量 (Φ),以便我们的图形形状保持独立于我们测试材料的物理尺寸。我们在这里试图做的是展示任何场力和通量之间的数学关系 一块特定物质,与描述材料的特定电阻具有相同的精神 以 ohm-cmil/ft 而不是它的实际电阻 以欧姆为单位。
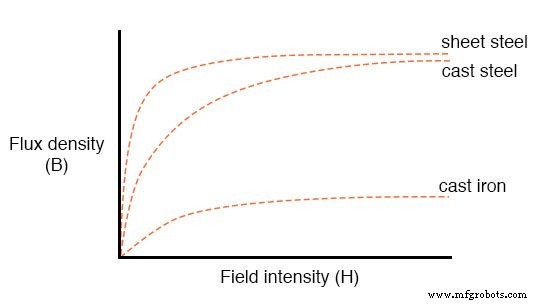
这称为正常磁化曲线 , 或 B-H 曲线 , 对于任何特定材料。请注意上述任何材料(铸铁、铸钢和钢板)的磁通密度如何随着场强的增加而趋于平稳。这种效果被称为饱和度 .当施加的磁力很小(低H)时,只有少数原子排列,其余的原子很容易在外加力的作用下排列。
然而,随着更多的通量被塞进铁磁材料的相同横截面积中,在该材料中可用的原子越来越少,以通过额外的力来对齐它们的电子,因此需要越来越多的力 (H) 来获得越来越少的材料的“帮助”创造更多的磁通密度 (B)。把它放在经济 术语,我们看到我们的投资 (H) 的收益递减 (B) 的情况。饱和现象仅限于铁芯电磁铁。
空芯电磁铁不会饱和,但另一方面,对于相同的线匝数和电流,它们产生的磁通量不及铁磁芯。
磁滞
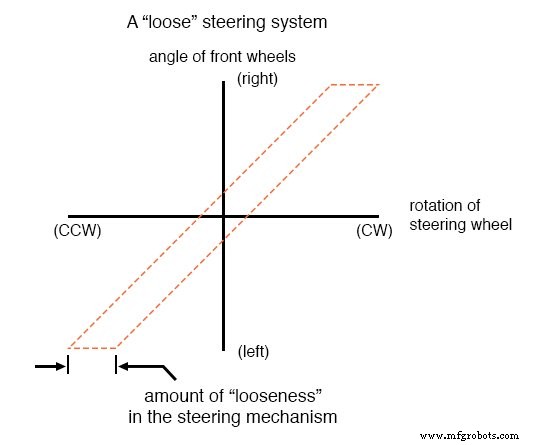
另一个混淆我们对磁通量与力的分析的怪癖是磁磁滞现象 .作为一般术语,滞后 是指系统中在方向改变时输入和输出之间的滞后。任何曾经驾驶过“松”转向的旧汽车的人都知道什么是滞后:从左转变为右转(反之亦然),您必须额外旋转方向盘以克服内置“滞后”在方向盘和汽车前轮之间的机械联动系统中。
在磁性系统中,磁滞现象出现在铁磁材料中,如果外加的场力被移除(参见本章第一部分的“保持性”),铁磁材料往往会保持磁化。
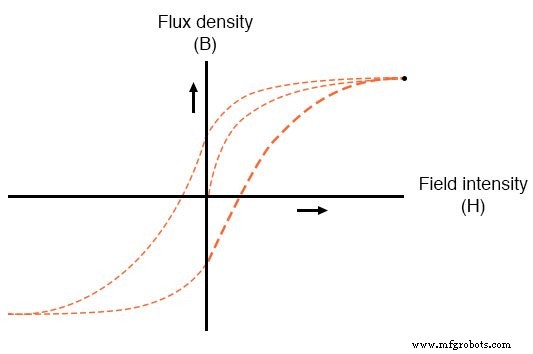
让我们再次使用相同的图形,仅扩展轴以指示正负数量。首先,我们将施加一个不断增加的场力(电流通过我们的电磁铁线圈)。根据正常磁化曲线,我们应该看到磁通密度增加(向上和向右):
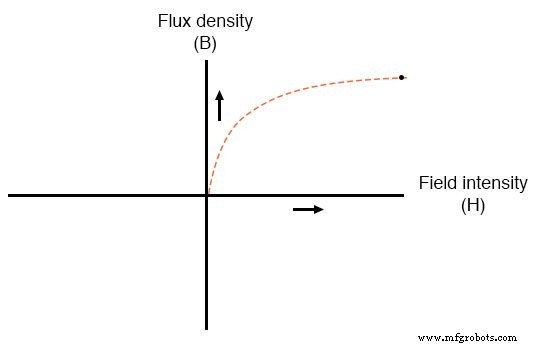
接下来,我们将停止通过电磁铁线圈的电流,看看磁通量会发生什么变化,让第一条曲线仍然在图表上:
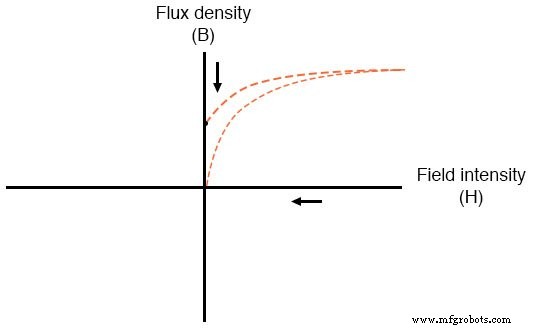
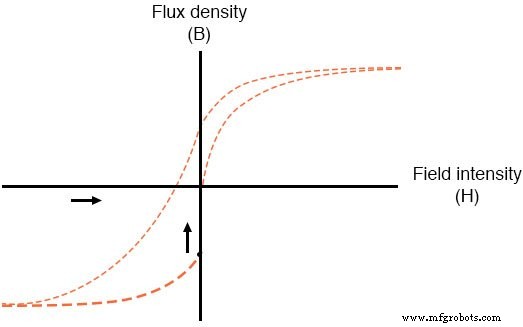
由于材料的保持性,我们仍然有没有外加力的磁通量(没有电流通过线圈)。在这一点上,我们的电磁铁芯充当永久磁铁。现在我们将慢慢地在 相反 中施加相同量的磁场力 样品方向:
通量密度现在已达到与场强 (H) 完全为正值时的点相等,但负方向或相反方向除外。让我们再次停止通过线圈的电流,看看还有多少通量:
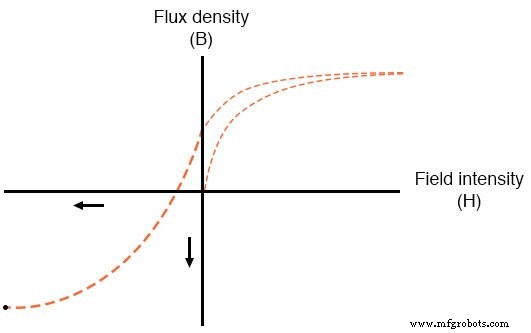
再一次,由于材料的自然保持性,它会在没有向线圈通电的情况下保持磁通量,除了这次它的方向与我们上次停止电流通过线圈时的方向相反。如果我们再次在正方向上重新施加功率,我们应该会再次在图表的右上角看到通量密度达到其先前的峰值:
这些步骤所描绘的“S”形曲线形成所谓的滞后曲线 对于给定的一组给定的场强极值(-H 和 +H),铁磁材料的结果。
汽车滞后的例子
考虑前面描述的汽车转向场景的滞后图,一张图描绘了“紧密”的转向系统,另一张图描绘了一个“松散”的系统:
就像汽车转向系统一样,滞后可能是一个问题。如果您正在设计一个系统来为给定的电流量产生精确的磁场通量,磁滞可能会阻碍这一设计目标(因为通量密度的大小取决于电流和 它以前被磁化了多强!)。同样,在赛车中,松散的转向系统是不可接受的,因为赛车需要精确、可重复的转向响应。
此外,如果用于激励线圈的电流来回交替 (AC),则必须克服电磁体中的先前磁化可能会浪费能量。滞后曲线内的面积粗略估计了这种浪费的能量。
其他时候,磁滞是可取的。当磁性材料被用作存储信息的手段(计算机磁盘、音频和录像带)时就是这种情况。在这些应用中,希望能够磁化一粒氧化铁(铁氧体)并依靠该材料的保持性来“记住”其最后的磁化状态。
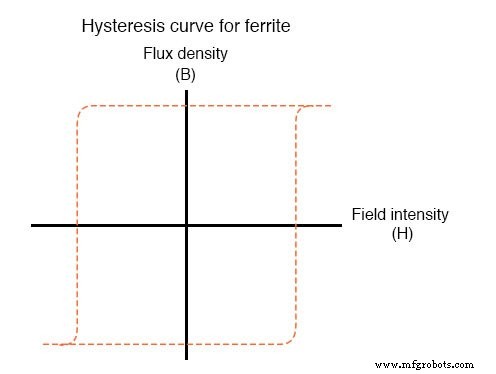
磁滞的另一个有效应用是通过将信号线穿过铁氧体环的中间来过滤来自信号线的高频电磁“噪声”(快速交变的电压浪涌)。克服铁氧体滞后所消耗的能量会削弱“噪声”信号的强度。有趣的是,铁氧体的磁滞曲线相当极端:
评论:
- 材料的磁导率随着强制通过它的磁通量而变化。
- 力与磁通(场强 H 与磁通密度 B)的具体关系以法向磁化曲线的形式绘制 .
- 可以对铁磁材料施加如此大的磁场力,以至于无法再将磁通塞入其中。这种情况称为磁饱和 .
- 当保持力 铁磁物质的磁化会干扰其在相反方向上的再磁化,这种情况称为磁滞 发生。
相关工作表:
- 中级电磁学和电磁感应工作表
- 磁性测量单位工作表
工业技术