

金属零件采购中的小量具
管径检测针规的实用性
在 Metal Cutting Corporation,对于许多应用来说,仅按照客户指定的公差制造零件是不够的。我们质量控制的很大一部分是确保我们能够有效地测量零件并提供证据证明它们确实符合规定。
为确定零件是否满足要求而选择的方法以及使用的工具类型可能会在第一次满足规格和必须做额外的工作之间产生差异,这反过来又会增加成本并为所有人造成延误。
作为非常小的金属部件(包括短长度的小直径管材)的生产商,我们经常使用称为针规的非常小的量规来测量我们用管材制造的部件的内径 (ID)。
也称为针塞规,这些小规提供了一种简单的“通过-失败”检查方法——允许用户快速评估非常小直径管材的内径,使其达到特定的正负公差。
针规的 X-Y-Z
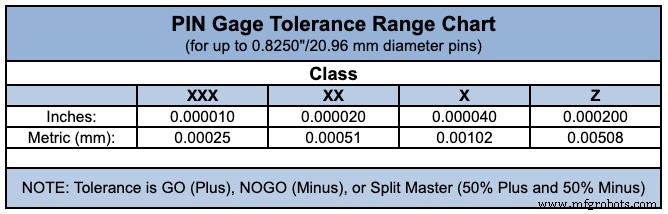
有不同类别的小量规——Y、Z、ZZ、XX、XXX 等等——它们附有不同的公差。量规公差基于每个引脚的制造过程中允许的公差。
例如,对于尺寸从 0.001” 到 0.08250” 的量规,Z 类量规的公差不超过 0.0001”,而 X 类量规的公差不超过 0.00004”。
零件越小,量规公差就越重要。更严格的公差针规(例如 XXX 级)在整个针的长度上更直且更均匀。这使得它非常适合检查本身具有非常关键公差的小直径管的 ID。
针规测量的局限性
对于大多数内径从 0.005” 到 0.200” 的短管,针规通常会产生可以相关的可接受结果。但是,针规只能评估一个公差极限,不能同时评估正负。
同样重要的是要记住,如果您需要 精确 测量成品零件的直径,这些小量规无法满足您的需求。
这是因为针规是一种通过/不通过的方法——这意味着它的设计目的不是为零件的个别特性提供测量值。相反,简单来说,如果 go gage 可以插入 ID,而 no-gage 不能,则满足规范。
还有一点,即使是最小的 小量规在确定尺寸和公差方面可能在物理上不可行。
例如,对于小于 0.004 英寸的管内径,通过/不通过针规根本不实用。那是因为很难将精密的量规销插入这么小的直径管中而不弯曲管子或损坏销本身。
此外,针规或塞规不适用于检查非常长的圆柱体,例如几英尺长且需要始终一致的内径的小直径油管。
用于 ID 检测的小量具的替代品
在不适合使用小量具的情况下,我们通常会求助于其他更复杂的 ID 检测方法,包括智能示波器和各种光学比较器等工具。
通常,这些方法使用传感器测量圆周和管内的各个点,以计算平均 ID 是否在公差范围内。这些光学测量方法比针规更精确,可用于测量圆形、圆弧和更复杂的形状。
然而,这些方法比使用针规更昂贵,并且确实有缺点。例如,光学工具无法验证整个管子的 ID 是否一致,并且精度会受到被测零件表面光洁度的影响。
此外,光学测量不能用于验证非常长部件的 ID,因为无法定位部件以使光线一直穿过。相反,该方法只能用于可以放置在测量系统玻璃上的短零件。
不要跳过规范中的检查步骤
了解零件测量的基本原理以及小量具和其他检测工具的使用对于根据您的规格做出明智的决策至关重要。
正如您花费大量时间和精力来确定零件尺寸和公差一样,在决定如何确定成品零件是否满足您的需求时,您也应该仔细考虑您的选择。
此外,确保您和您的合作伙伴事先了解并同意将要测量的内容和方式,这是成功制造零件的关键步骤。
工业技术