

通过 5 轴车铣复合加工掌握叶盘生产
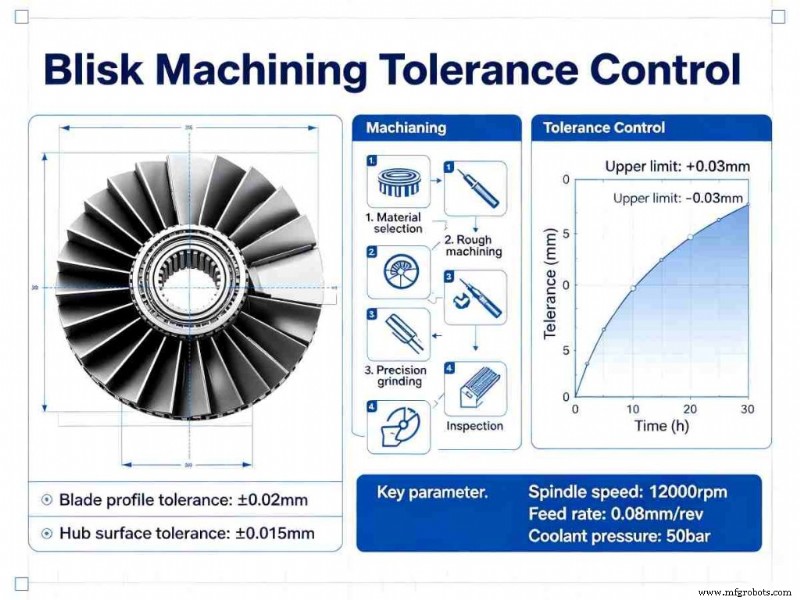
叶盘由涡轮叶片和盘组成,是现代燃气轮机和飞机发动机的关键。其复杂的几何形状和严格的尺寸公差使其成为用传统方法加工最具挑战性的部件之一,从而导致高废品率、加速刀具磨损和代价高昂的生产延误。
5 轴车铣复合加工将同步 5 轴加工与集成车铣功能相结合,使制造商能够解决薄壁变形、材料硬度、干扰风险和累积夹紧误差等核心难题。
在本文中,我们研究了精密叶盘制造中的主要障碍,说明了 5 轴 CNC 技术如何克服这些障碍,并介绍了 JTR Machine 的真实案例研究。无论您是航空航天工程师还是生产经理,本指南都将向您展示如何高效生产大批量、超精密整体叶盘。

什么是叶盘以及为什么它在航空航天中很重要
整体叶盘(叶片盘)将涡轮叶片和盘合并为一个部件,消除了传统的燕尾榫或螺栓。这种集成减轻了重量,提高了空气动力效率,并降低了机械故障风险,使得叶盘对于民用和军用发动机、直升机动力装置和发电燃气轮机至关重要。
随着发动机性能需求的增长,对精确叶盘组件的需求也不断增加。然而,扭曲的刀片、紧密的通道和超薄的壁等带来好处的特征也使得它们难以使用标准刀具进行加工。

在提出解决方案之前,了解叶盘制造的四个主要痛点至关重要:结构、材料、精度和工艺效率低下。
1。渠道狭窄,干扰风险高
整体叶盘在扭曲的叶片之间有紧密的通道。刀具碰撞很常见,需要先进的路径规划和机器的 RTCP(刀尖跟随)功能。如果没有 5 轴控制,刀架可能会撞击刀片表面,产生废料或损坏。
加工过程中的干扰是 CNC 程序被拒绝的主要原因。因此,精确的模拟和防撞策略是强制性的。
2。薄壁变形
刀片壁的范围通常为 0.5 毫米至 2 毫米。在切削力作用下,它们会发生偏转、颤动和反弹,从而影响光洁度和公差控制。当加工切削力较高的钛合金或镍基高温合金时,薄壁变形尤其严重。
颤振不仅会降低表面质量,还会加速刀具磨损。
3。难切削材料
常见的叶盘材料 — 镍基高温合金(Inconel718、Waspaloy)和钛合金(TC4、Ti6Al4V) — 强度极高,但导热性较差,并且会产生较高的切削温度。这会导致刀具快速磨损、烧穿和粘着。
需要专门的切削参数、刀具涂层和热管理。在传统工艺中,刀具磨损成为主要的成本驱动因素。
4。超高精度要求
典型的刀片轮廓公差为±0.003mm,而表面粗糙度必须保持在Ra≤0.8μm以下。实现这些规格需要连续、平稳的刀具啮合,而这对于 3 轴机床或多个设置来说是不可能的。
高精度加工考验的是机器的动态稳定性和控制能力。
5。多次夹紧的累积误差
传统的工作流程涉及五次或更多的装夹:车削毛坯、铣削刀片、钻孔、磨削和抛光。每次重新定位都会引入定位误差,从而破坏最终的几何公差。
即使使用精密夹具,当零件在机器之间移动时,累积误差也会使公差控制变得不可靠。
6。其他挑战
- 深腔加工中长颈刀具产生的刀具振动和颤振
- 难以清洁角落和过渡区域
- 延伸加工时热变形较大
这些问题解释了为什么传统方法无法满足现代航空航天的需求。该行业需要根本性转变——5 轴车铣复合加工实现了这一转变。
5 轴车铣复合加工如何解决叶盘挑战
5 轴车铣复合加工将 5 轴同步加工与车铣技术融合在一起,以独特的优势解决每个痛点。
1。一次性夹紧消除累积误差
通过将车削、铣削、钻孔和其他操作集成到一台机器中,所有加工都通过一次装夹完成。这消除了多个设置中固有的定位误差,确保了一致的精度。
2。 5 轴联动克服干扰和复杂的几何形状
双 A/B 旋转轴与 RTCP 相结合,使工具能够自由倾斜和旋转,进入狭窄通道和复杂曲面而不会发生碰撞。正确的 CAM 编程可自动避免干扰。
3。精确控制满足超高公差
现代中心配备全闭环光栅尺和人工智能驱动的热补偿。即使在非温控车间,热漂移和刀具磨损的实时调整也能保证轮廓公差 ±0.003mm 和表面粗糙度 Ra≤0.8μm。
4。优化切削减少刀具磨损和变形
定制切削参数和刀具路径策略(例如摆线粗加工和恒定切屑负载精加工)可最大限度地降低切削力和温度。干润滑或微润滑可进一步保护模具并减少薄壁变形。
5。提高效率并降低成本
与传统方法相比,周期时间缩短了 60% 或更多。更少的机器、更少的搬运和更高的一次合格率意味着更低的每个零件成本,并实现经济上可行的大规模生产。

案例研究:JTR Machine 用于钛合金叶盘生产的 5 轴车铣解决方案
JTR Machine 的 5 轴车铣中心展示了该技术的实际优势。
项目背景
国内某航空发动机制造企业需要批量生产钛合金整体叶盘(Φ320mm,12叶片)。要求轮廓公差≤±0.003mm,表面粗糙度Ra≤0.6μm,每年一批120件。传统的三轴加车削工作流程涉及五次装夹,导致效率低下、累积错误、错过交货期限。
解决方案概述
JTR Machine 部署了配备 A/B 双旋转轴、闭环光栅尺和 AI 热补偿的 5 轴车铣中心。液压夹具提供一次性夹紧和内孔定位。
工艺流程:
- 粗加工: 车削外圆和端面,然后使用高性能硬质合金刀具粗铣刀片通道。
- 整理: 对整个叶片轮廓进行 5 轴联动铣削,包括使用专门的棒棒糖刀具进行根部圆角清理。
- 辅助处理: C 轴分度,用于铣削径向冷却孔和次要特征。
针对钛合金的刀具路径和参数优化,采用摆线粗加工和恒定切屑负载精加工来消除颤振。整个过程24小时连续运行,无人监管。
结果
- 准确度: 叶片轮廓公差±0.0025mm,表面粗糙度Ra≤0.6μm,孔位公差±0.003mm——全部超出客户规格。
- 效率: 周期时间从每件 72 小时减少到 22 小时,缩短了 227%。
- 成本和质量: 单件成本下降35%;批次合格率达到99.5%,支撑了年度交付目标。
客户反馈
“JTR 的 5 轴车铣复合加工解决了我们整体叶盘的挑战,提供精度和速度,并成为我们值得信赖的长期合作伙伴。”

为什么选择 JTR 机床进行 5 轴车铣整体叶盘加工?
1。成熟的技术专长
JTR Machine 拥有 70 多个精密 CNC 装置,包括一组先进的 5 轴车铣中心,将数十年的机构知识带入复杂的叶盘几何形状。
2。严格的质量保证
遵守 ISO9001:2008、TS16949 和 IATF 标准是每个流程的基础。使用海克斯康坐标测量机、光学投影仪和表面粗糙度测试仪进行检查,以保证零件符合或超过打印规格。
3。定制解决方案
没有两个叶盘是完全相同的。 JTR 提供根据每个客户的材料、精度和体积要求定制的 5 轴车铣解决方案。
4。快速交付和 24/7 支持
快速报价、当日交货和全天候咨询可减少停机时间并加快上市时间。
常见问题解答
问题1:JTR Machine可以使用5轴车铣技术加工哪些材料?
答:钛合金(TC4、Ti6Al4V)、镍基高温合金(Inconel718、Waspaloy)、不锈钢、铝合金均支持。
问题2:单个整体叶盘的典型周期时间是多少?
答:它随大小和复杂程度而变化。对于我们案例研究中的 Φ320mm 钛合金叶盘,周期为 22 小时,比传统方法快 60%。请联系我们并提供您的 CAD 以获取量身定制的估算。
问题3:JTR符合超高精度航空航天标准吗?
答:是的。我们的加工中心轮廓公差达到±0.003mm,表面粗糙度Ra≤0.8μm,完全符合航空航天规范。
Q4:JTR整体叶盘生产批次合格率是多少?
答:由于严格的过程控制和过程检验,始终保持 99.5% 或更高。
相关指南
工业技术