

航空航天制造中薄壁铝材的 CNC 变形控制
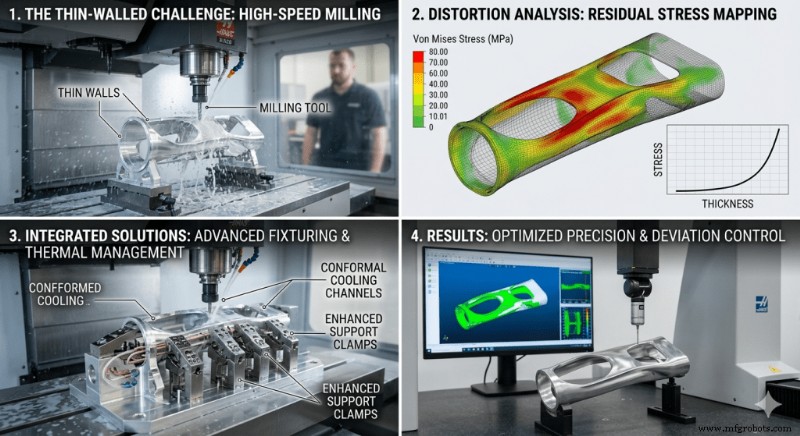
航空航天、商业航天和电动垂直起降市场需要更纤薄、高纵横比的组件。工程师经常使用由 6061-T651 或 7075 合金制成的薄壁铝零件,厚度通常 <1.0 毫米,深>100 毫米。传统的 3 轴加工很难将尺寸精度保持在航空航天零件所需的 0.01 毫米公差范围内,同时还要管理可能出现的不可避免的波浪形变形。

铝合金变形的力学分析
驱动薄壁铝变形的三个主要力:
- 残余应力 在轧制、淬火和拉伸过程中引入。 CNC 加工过程中去除材料会破坏平衡,导致零件在寻求新的稳定状态时发生翘曲或扭曲。
- 切削力 加工高纵横比墙壁时会出现问题。薄壁截面的低刚度可能导致超出公差极限的挠度,而再生颤振(自激振动)会产生表面不规则性和尺寸过小的壁厚。
- 热膨胀 对于铝来说意义重大。剪切区高速铣削会产生热量;如果温升没有消散,零件冷却后就会收缩,进一步影响尺寸精度。
技术比较:标准方法与高级方法
从 3 轴过渡到系统化、高精度的 5 轴工作流程至关重要。下表将传统做法与2026年航空航天制造标准进行了对比:
技术参数 | 标准 3 轴流程 | 高精度 5 轴加工(2026 标准)
工件设置|传统虎钳/夹紧 |零点夹紧和真空夹具
加工策略|连续侧铣|同步对称铣削
材料应力管理 |无(原料)|低温稳定/多级时效
切削速度 (Vc) | 180m/分钟 | 350m/min(高动态西门子 840D SL)
进给速率 (Fz) | 0.05mm/齿| 0.12 毫米/齿(AI 优化加载)
工具接口 | ER 标准筒夹 |液压阻尼/热缩配合
尺寸偏差| 0.15–0.30 毫米 | <0.008mm
表面光洁度 (Ra) | 1.6–3.2μm | <0.4µm(直接完成)
高深宽比加工的核心技术路径
实现低于 0.01 毫米的精度取决于三个相互关联的策略:先进的切削技术、切削刀具创新和人工智能驱动的过程控制。
1。同步对称铣削
传统的加工会先从壁的一侧去除材料,然后将另一侧的材料去除,从而将应力集中在单个表面上并触发回弹。对称铣削串联(或交替)两侧切削,平衡力并在整个循环过程中保持壁稳定。
2。阻尼技术和模具几何形状
抑制颤振始于正确的工具。变螺旋、变螺距立铣刀可中断在 6061 铝材中驱动再生颤振的周期性振动频率。与刚性液压阻尼器(内置于刀架中的减震器)相结合,这些系统可以在不影响表面光洁度的情况下进行更深的切削。
3。人工智能驱动的预测补偿
现代发那科或西门子控制系统嵌入了人工智能算法,可以持续监控主轴和底座温度。控制器实时计算热膨胀并调整刀具偏移,确保切削刃始终保持在目标位置,无论热量积聚如何。

流程优化的实施清单
- 材料预处理: 将合金低温冷却至 –196°C,以稳定微观结构并重新分布残余应力。
- 策略粗加工: 执行高速、浅深度的粗加工以去除散装材料,同时保持壁的完整性。为最后一道工序预留 0.3–0.5 毫米的余量。
- 压力缓解周期: 对于关键零件,在粗加工和精加工之间插入退火循环,以锁定稳定的应力状态。
- 精加工环境: 在 ±1°C 气候室中进行最终通过。优先选择微量润滑 (MQL) 而不是溢流冷却剂,以避免对脆弱的壁造成热冲击。
- 在线检查: 在机器上安装高精度接触式测头。最后一次切割后立即测量关键尺寸,并在松开之前自动校正刀具偏移。
通过从被动式流程管理转变为主动式流程管理(平衡切削力、抑制振动和补偿热效应),工程师可以可靠地交付满足或超过航空航天应用所需的 0.01 毫米公差的薄壁铝零件。
相关指南
工业技术