

注塑成型揭秘:塑料零件生产综合指南
了解注塑成型
注塑成型是一种精密制造技术,通过将熔融聚合物注入定制模具来制造高质量的塑料零件。将树脂加热到远高于其熔点,然后在高压下注射,使其能够填充型腔的每个细节,然后冷却并固化成最终的几何形状。
工作原理
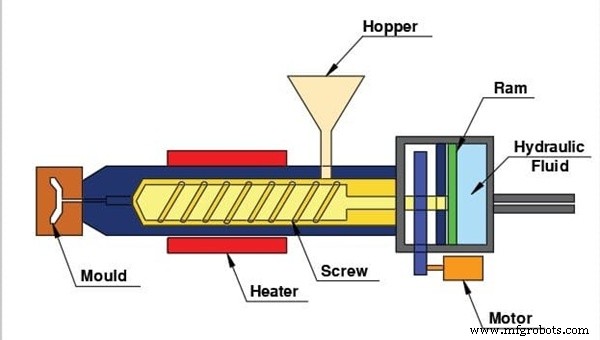
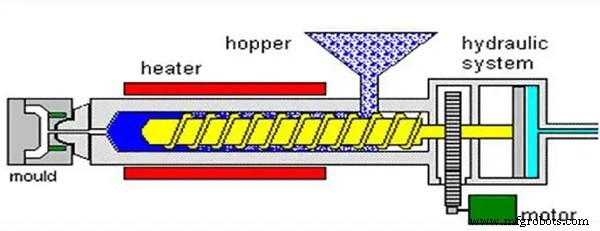
该过程类似于注射器:将原料颗粒送入料斗,在桶中加热直至液化,然后液压螺杆将熔融塑料压入封闭的模具中。注射压力为 100–150MPa,确保在零件开始冷却之前完全填充型腔。
模具打开后,顶针将凝固的部件取出。该循环在几秒钟内重复,每分钟可生产数千件。
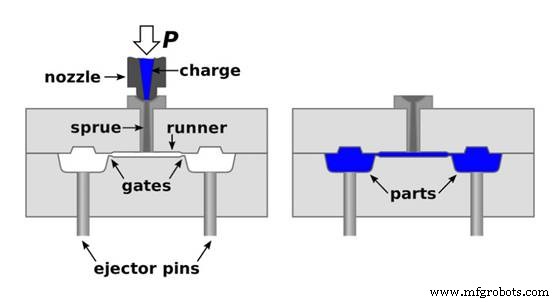
1。模具设计与制作
模具是该工艺的基石。它定义了零件的形状、尺寸和结构特征。 CNC 加工或先进的 3D 打印通常用于实现可靠顶出和冷却所需的精确几何形状、拔模角度和关键尺寸。
注塑模具通常由铝或钢制成,由型芯和型腔组件、浇口、流道、浇道和顶出系统组成。正确的材料选择和加工精度对于耐用性和可重复性至关重要。
2。材料选择
选择正确的聚合物至关重要。考虑机械强度、灵活性、耐化学性和耐温性,以匹配零件的预期用途。常用的热塑性塑料包括 ABS、聚丙烯和尼龙,每种材料都具有独特的性能特征。
3。机器设置
生产前,操作员设置温度、压力和循环时间参数。他们还对齐模具、加载塑料并进行测试注射以验证系统完整性和零件质量。
4。注塑周期
在循环过程中,熔融塑料填充型腔,围绕模具轮廓自行成型,然后开始凝固。冷却时间因材料、壁厚和零件尺寸而异;内部冷却通道有助于保持均匀的温度并减少缺陷。
5。零件弹出
充分冷却后,模具打开,顶杆或顶板自动释放零件。这种自动弹出可以防止损坏并提高吞吐量。
6。检查和后处理
脱模后,质量控制团队进行目视检查、尺寸检查和机械测试,以确保符合规格。根据应用的不同,零件可能会进行表面处理、机加工或装配操作。
基本设计注意事项
成功的注塑成型依赖于周到的设计。以下是需要考虑的关键因素。
公差
典型公差为 ±0.005 英寸。实现更严格的公差会增加成本,并且设计中必须考虑每种聚合物的收缩率以避免尺寸漂移。
壁厚
均匀的壁厚可减少翘曲和缩痕。目标是偏差不大于 0.04–0.15 英寸,并根据零件尺寸和材料进行调整。
核心几何
设计核心以促进均匀的材料流动和高效的冷却。避免尖锐的内角,因为它会引起应力集中并削弱零件的强度。
拔模角度
应用 1-2 度的拔模斜度(对于较深的特征或更大的拔模斜度),以便于轻松顶出而不损坏零件。
底切
尽量减少或消除底切,除非它们用于功能性目的,因为它们会使模具设计复杂化并增加成本。
大门
浇口尺寸和位置影响流量、周期时间和表面质量。精密零件受益于更小的、战略性放置的浇口。
排骨
肋增强强度,同时保持壁厚一致。肋骨厚度保持在周围壁的40-60%,以避免出现缩痕。
顶针
定位顶针以避免可见痕迹或变形。足够的拔模深度可能完全不需要销钉。
注塑工艺的类型
注塑成型包含多种专业技术。
嵌件成型
将预制组件(例如金属嵌件或螺纹元件)直接集成到塑料部件中,形成坚固的多材料结构。
吹塑
非常适合瓶子等空心物品。加热的塑料被吹向模具壁,形成轻质、耐用的容器。
包覆成型
在刚性基材上层铺一层较软的聚合物,通常用于增加抓地力或创建双材料组件。
液体注射成型(液体硅橡胶)
采用热固性聚合物生产柔性耐热零件,例如医用密封件和垫圈。
常用的聚合物树脂
以下是最常用热塑性塑料的快速参考。

ABS(丙烯腈丁二烯苯乙烯)
具有韧性、抗冲击性和光滑表面。广泛应用于汽车、电子、消费品等领域。
尼龙(聚酰胺)
高强度、耐磨性和温度稳定性使尼龙成为齿轮、轴承和复杂机械零件的理想选择。
聚碳酸酯 (PC)
透明、高强度树脂,适用于光学外壳和电气外壳;容易划伤,但热稳定。
PMMA(亚克力)
透明、轻质且易于成型,但抗冲击性不如聚碳酸酯。
聚丙烯 (PP)
重量轻、耐化学腐蚀且经济高效——在包装和汽车零部件中很常见。
聚乙烯 (PE)
用途广泛、坚固且灵活,HDPE 变体为容器和管道提供了额外的强度。
添加剂
将PTFE、碳纤维、凯夫拉纤维、滑石粉、粘土和玻璃纤维等增强剂混合到基础聚合物中,以提高润滑性、强度、抗冲击性或尺寸稳定性。
优点和缺点
优点
- 效率高 :快速循环可实现大规模生产,同时最大限度地减少停机时间。
- 精度 :能够加工具有严格公差的复杂几何形状。
- 低浪费 :多余的材料可以在运行之间回收。
- 多功能性 :支持热塑性塑料、热固性塑料和特种聚合物。
- 规模化且具有成本效益 :高额的初始模具成本被大批量的低单位成本所抵消。
- 自动化 :机器可以在最少的人工干预下运行,从而提高一致性。
限制
- 前期成本高 :模具制造和机器投资非常重要。
- 设计刚性 :更换模具既昂贵又耗时。
- 交货时间 :定制模具可能需要数周到数月的时间来制造。
- 收缩和翘曲 :适当的材料选择和设计可以缓解但不能消除这些问题。
- 环境问题 :塑料废物和不可回收材料带来了可持续发展挑战。

成功的专家秘诀
选择合适的材料
将聚合物特性(强度、柔韧性、耐温性)与零件的功能需求和环境暴露相匹配。
批量生产计划
当产量大时,注塑就会大放异彩。使用 CNC 加工或 3D 打印进行小批量作业可能会更经济。
优化壁厚
一致的最小壁厚可减少材料使用和冷却时间,但仍必须满足强度要求。
减少底切
简化几何形状以简化顶出并降低模具成本。
微调门设计
正确的浇口尺寸和位置可以防止填充不均匀或缩痕等缺陷。较大的零件可能需要多个浇口。
增强冷却和通风
精心设计的冷却通道和排气系统可促进均匀凝固并消除气孔。
常见应用
汽车
轻质部件——油箱、保险杠、门板——提高燃油效率和安全性。
医疗
生物相容性、可消毒部件(例如静脉输液管、手套和一次性套件)受益于注塑成型的精度和成本效率。
食品和饮料包装
塑料瓶、袋子和小袋取代了玻璃和金属,具有耐化学性和更轻的重量。
航空航天
PEEK 等高性能聚合物可打造轻质且耐腐蚀的结构和内部组件。
电子电气
绝缘外壳、电缆端子和保护外壳依靠注塑塑料来确保安全性和可靠性。
何时使用注塑成型
非常适合需要严格公差的大批量、可重复零件。避免小批量原型或经常更改的设计 - 3D 打印或 CNC 加工等替代工艺可能更合适。
奖励 1:注塑机械概述
机器各不相同(液压、电动或混合动力),但都共享核心组件:
- 夹紧装置 :在注射过程中固定模具。
- 注射装置 :通过螺杆和机筒熔化并注射树脂。
- 模具 :塑造零件形状的精密工具。
- 控制系统 :调节温度、压力和流量。
- 冷却系统 :加速凝固。
- 弹射系统 :移除成品部件。

奖励 2:常见缺陷和缓解措施
- 变形 :通过均匀冷却和平衡材料流动来解决。
- 缩痕 :通过一致的壁厚和充分的冷却来最小化。
- 闪光 :通过适当的浇口尺寸和压力管理进行控制。
- 短镜头 :通过确保足够的注射压力和模具填充来避免。
- 烧伤痕迹 :通过优化温度设置和气流来减少。
奖励 3:降低成本策略
- 保持均匀的壁厚,以减少材料和模具的复杂性。
- 通过批量生产发挥规模经济。
- 安排定期维护以延长工具使用寿命。
- 在性能允许的情况下,使用回收的或经济高效的树脂。
注塑成型仍然是各个领域生产高精度、经济高效的塑料零件的行业标准。通过坚持合理的设计原则和过程控制,制造商可以最大限度地提高产量,最大限度地减少浪费,并大规模提供可靠的组件。
工业技术