

注塑成型中的拔模角:设计指南和关键重要性
注塑成型仍然是大批量、快速生产复杂零件的首选方法。单一几何特征(拔模角)在确保这些零件满足质量、成本和性能预期方面发挥着关键作用。
在本文中,我们将揭开拔模角度的神秘面纱:它们是什么、它们为何重要以及如何设计它们以获得最佳结果。通过遵循这些准则,您将避免代价高昂的缺陷、缩短周期时间并实现所需的表面效果。
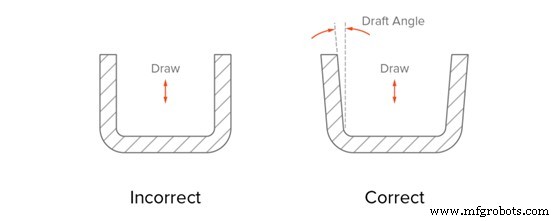
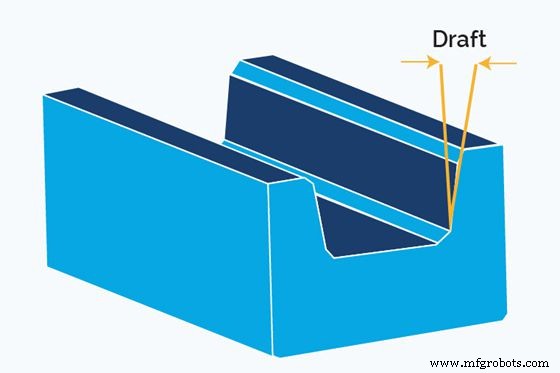
拔模角是应用于模具壁的有意锥度,以相对于零件拉伸方向的度数来测量。虽然角度是模具特征,但在成品部件上也可见。工程师通常以 1.5° 左右为目标,但对于专用零件来说,0.5° 到 10° 之间的值很常见。
为什么拔模角在注塑成型中很重要
平滑零件弹出
在顶出过程中,零件接触模具壁,产生摩擦,使表面变形,增加所需的顶出力,并缩短模具寿命。当顶针将零件向外推出时,适当的拔模角度会立即释放零件,从而消除接触和摩擦。
如果没有拔模斜度,零件就会沿着模具滑动,从而影响表面光洁度和公差,并导致更高的顶出力。
防止翘曲
当零件与模具分离时,如果没有气流,就会形成真空,将零件向内拉并导致翘曲。气流允许空气立即流入,防止真空形成并保持几何形状平坦。

卓越的表面光洁度
通过消除与模具的摩擦,拔模可以保留精细的表面细节,并减少后处理精加工的需要。处理纹理时,草图不仅要考虑总体形状,还要考虑细微的突出部分。
减少深拉和飞边
深拉(当半模沿着切入零件的线分离时)会带来零件粘连的风险。较大的拔模角可以通过缓解分离和减少毛边来缓解这种情况。
节省成本
拔模斜度可减少翘曲、提高表面质量并降低顶出力。这些好处可以转化为更少的废品、更少的加工和更少的刀具磨损,最终降低生产和维护成本。
拔模角设计指南
选择正确的拔模角度需要平衡功能、美观和可制造性问题。以下是经过验证的经验法则。
1。机械配合和热收缩
拔模角度影响零件在冷却过程中的收缩方式。外表面向外移动,而内表面向内拉动,可能会改变尺寸公差。确保绘制的几何图形在收缩后仍满足配合要求。
2。纹理驱动的草稿
表面纹理越粗糙,为避免顶出过程中的磨损所需的拔模斜度就越大。对于镜面饰面,通常为 0.5°。粗糙度每增加 0.1 毫米,拔模斜度就增加 0.4°,对于极端图案最多可增加 10°。
3。基于深度的拔模
更深的特征会产生更多的真空风险。每英寸零件深度 (≈25mm) 添加 1° 拔模斜度。根据材料或零件尺寸稍微调整,但此规则适用于大多数情况。
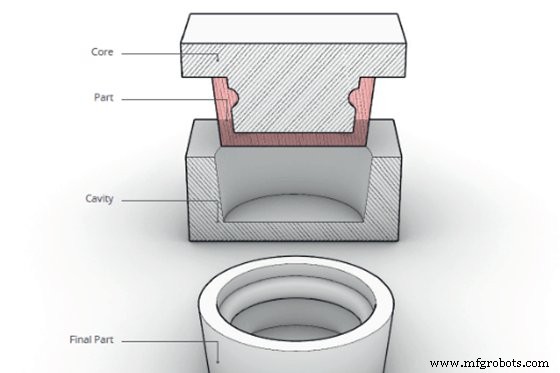
4。型芯-型腔方法
当外表面必须保持光滑而内部可能粗糙时(例如保护外壳),请对芯部施加稍大的拔模斜度。型芯收缩到模具中,而外表面则干净地分离。
快速参考:拔模角度提示
- 大多数零件都以 1.5° 的拔模斜度开始。
- 拔模型腔和型芯;核心拔模可以高出 0.2–0.5°。
- 每英寸深度增加 1°。
- 粗糙度每增加 0.1 毫米,拔模斜度就增加 0.4°。
- 将拔模应用于所有垂直特征:墙壁、肋骨、百叶窗、底切。
- 使用芯腔方法打造美观光滑的外观。
- 还包括侧拉特征的草稿。
- 硬质、磨蚀性材料比软质、延展性材料需要更大的拔模斜度。
结论
拔模角不仅仅是模具细节,它们是可靠、高质量注塑零件的基础。通过结合上述指南,您将减少缺陷、降低成本并提高整体制造性能。
韦克快速制造公司专注于精密模具设计和快速模具制造。我们的服务包括详细的 DFM 分析、拔模角度的精确模拟以及交钥匙生产解决方案。立即联系我们以加速您的注塑项目。
常见问题解答
什么时候应该包含拔模角度?
应从最早的设计阶段就考虑拔模角度(最好是在概念草图和原型开发期间),以保证可制造性和零件完整性。
我可以跳过拔模角度吗?
忽略拔模角度是有风险的。虽然具有严格公差的小零件可能会容忍它,但翘曲、表面缺陷和更高的模具磨损的风险使得它在大多数情况下是不可取的。
什么是正草稿和负草稿?
正拔模斜度意味着零件朝模具型腔逐渐变细(底部较宽)。负拔模向外逐渐变细,由于脱模困难,很少用于注塑成型。
工业技术