

优化顶针以实现卓越的注塑性能
顶针是注塑周期的关键部件,可在冷却后立即将成品零件从模具型腔中推出。它们与顶出刀片和顶出块一起,确保快速、可靠的零件释放。
选择合适的顶针至关重要,因为它直接影响零件的完整性和表面质量。本指南介绍了顶针的基本原理、类型、常见缺陷和最佳实践选择。
在注塑成型中,顶杆机构将冷却的零件从模具中取出,从而显着提高循环效率。
该模具由两半组成:可移动侧 A 和容纳顶出系统的固定侧 B。型腔冷却并打开后,顶杆将硬化的塑料推出模具。
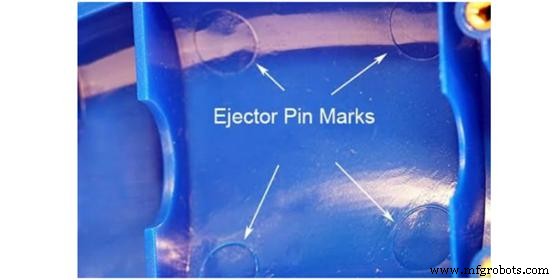
注意: 顶出器的力可能会在零件上留下浅凹痕。
注塑过程中使用的顶针类型
制造商提供多种针对特定材料和零件几何形状量身定制的顶针配置。以下是快速模具中最常用的选项。

顶针 #1:硬顶顶针
通硬销经过热处理以增加直径强度,可在低于 200°C 的温度下使用聚合物。

顶针 #2:氮化物 H13 顶针
表面硬化 H13 销可以承受高达 600°C 的温度。它们可以钻孔或攻丝,但比更高等级的变体更软且更容易碎裂。

顶针#3:黑色顶针
在高温应用中,黑色顶针取代氮化物 H13。它们的自润滑表面可承受高达 1,000°C 的温度,使其成为汽车部件的理想选择,但成本较高。
其他弹射系统
- 顶出套筒 是保护和引导芯销的空心销。
- 顶出板 通过握住销钉头来操作销钉,防止成型过程中意外脱离。
- 顶出块 具有润滑槽,用于薄零件,以减少销痕,提高表面光洁度。
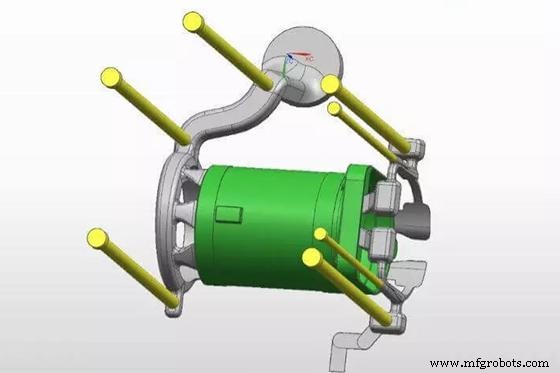
顶针如何工作?
了解顶杆循环(包括注射、冷却和零件脱模)有助于选择正确的机器并避免缺陷。
- 注入阶段: 熔融塑料被引入模腔。
- 冷却阶段: 塑料凝固成硬化部件。
- 部分发布阶段: 顶出系统将零件从型腔中手动或自动推出。
自动顶出销在夹板和顶出盒的引导下提供单次轴向推力,确保一致的脱模。
顶针痕迹的原因及解决方法
虽然针痕是不可避免的,但可以通过适当的过程控制将其最小化。常见原因和补救措施包括:
更少的冷却时间
冷却不足会使销钉嵌入零件中,从而产生较深的凹痕。确保零件在顶出前完全固化。
薄型产品和其他特性
非常薄的零件(≤2.5mm 壁厚)更容易出现可见的痕迹。对于高表面光洁度零件,请考虑顶出刀片或顶出块而不是销钉。
停留时间和停留温度
停留时间过长会提高玻璃化转变温度,导致过早脱模和部件脆弱。减少停留时间以匹配聚合物的热分布。

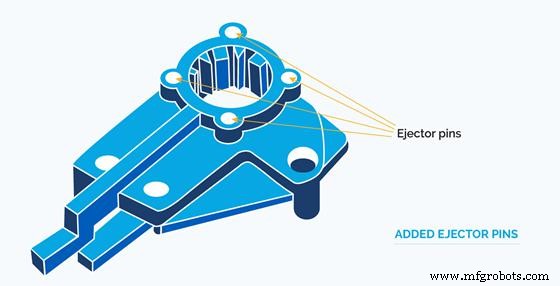
顶针放置和排列
- 复杂的零件可能需要更多的引脚。
- 将销钉放置在平坦的表面上 - 台阶或斜坡会减少支撑并增加标记。
- 使引脚与冷却通道保持安全距离以避免干扰。
- 瞄准核心和肋骨等高受力区域。
机器选择
大容量机器可能会对小型、低容量的模具产生过大的压力,从而产生内应力和痕迹。将机器产能与模具尺寸相匹配。
保压压力
调整保压压力以平衡零件完整性和脱模容易程度;压力太高,去除困难。
减少顶针痕迹的其他方法
- 使用耐磨聚合物,例如尼龙、聚氧乙烯或 UHMWPE。
- 涂抹脱模剂以使脱模更顺畅。
- 纳入拔模角度以减少顶出力。
如何在注塑中选择合适的顶针?
选择正确的引脚涉及评估材料、尺寸和工艺参数。主要考虑因素是:
适用于大型零件的大销直径
较大的直径可降低穿透力,从而最大限度地减少凹痕。使用整数值以避免制造违规。
引脚尺寸相对于零件尺寸
虽然直径应该很大,但销钉的整体尺寸必须与零件尺寸相匹配,以防止过度穿透。
强度要求
确保销钉能够承受注射压力——建议直径至少为 2.5 毫米。对于底切,请考虑肩销。
还要考虑材料类型和成本;坚固的销钉可减少长期维护费用。
结论
顶针对于注塑成型中零件的高效脱模至关重要。了解其类型、操作和最佳实践选择可以显着提高零件质量和工艺可靠性。
正在寻找快速模具和注塑服务?如需快速且经济高效地交付高质量模具零件,请联系韦克。
常见问题解答
什么是图钉标记?
顶针痕迹是顶针在组件 A 级表面上留下的闪亮或白色压痕。如果不加以管理,它们可能会导致表面开裂。
如何发现顶针痕迹?
引脚标记在引脚接触零件的确切位置上显示为有光泽或发白的凹痕。
顶针由什么材料制成?
常见材料包括钢、H-13、M-2 和 420 不锈钢,通常经过热处理以增强强度。
工业技术