

了解并消除注塑中的毛边
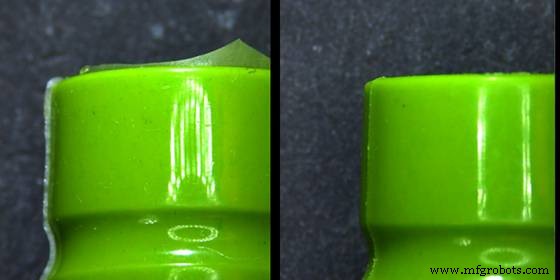
溢料(一种从模腔中逸出的不需要的熔融塑料薄膜)会降低零件质量并可能损坏模具本身。了解这种情况发生的原因以及如何阻止这种情况对于任何注塑操作都至关重要。
什么会触发 Flash?

毛边通常起源于分型线,但也可能出现在型腔的其他地方。常见的罪魁祸首包括:
1。分型线不匹配
如果模具的两半由于碎片、磨损或设计缺陷而未能完美接合,则密封不完整,导致熔融塑料逸出。
2。通风不足
排气口太小、堵塞或磨损会阻止空气逸出,从而提高型腔压力并将材料从模具中挤出。
3。锁模压力不足
即使有完美的分型线,较弱的锁模力也会导致模具在高注射压力下打开,从而产生溢料。
4。低粘度
由于高温或低压而太容易流动的塑料往往会在凝固之前渗透过密封件。
5。模具装得太满
多余的材料会增加型腔压力,超出夹具所能承受的范围,从而导致泄漏。
Flash发生后如何修复
当闪存已经形成时,可以使用几种修复技术:
1。热风去毛边
在零件上吹热空气会将薄的闪光层熔化回表面。它最适合精细闪光;对于较厚的,结合机械去除。
2。低温去毛刺
用液氮快速冷却零件会使毛边变脆且易于剥离,但不影响光洁度。虽然有效,但设备成本高昂。
3。手动去毛刺
训练有素的操作员使用剪刀、刀具或磨床沿着分型线修剪飞边。该方法提供高精度和即时的目视检查。
4。火焰去毛边
应用受控火焰可以消除毛边,但它有改变表面纹理并使下游加工(例如喷漆)复杂化的风险。
预防 Flash 的主动措施
预防永远胜于纠正。主要策略包括:
1。保持模具清洁
每次运行前,使用干净的抹布、模具清洁剂和压缩空气清除碎片、塑料残留物和隐藏的碎片。
2。应用最佳夹具吨位
平衡锁模力以保持模具闭合,而不会给零件或模具本身带来过大的压力。
3。可制造性设计 (DFM)
纳入行业认可的设计规则:正确的浇口位置、均匀的壁厚和清晰的分型线位置,以消除闪光风险。
4。采用无毛边模具
具有严格公差的高精度模具是最注重美观和功能的关键零件的理想选择。
5。控制注入参数
减慢注射速率可降低峰值压力。将此与适当的温度和压力设置相结合,以控制材料的粘度。
其他常见注塑缺陷
闪光只是可能损害零件的众多缺陷之一。典型问题包括:

1。熔接线
当两个流动前沿过早相遇时,就会出现一条可见的线。提高温度和压力,或调整壁厚来缓解。
2。表面分层
湿气或污染物会导致表面剥落,尤其是在浇口附近。使用干燥、相容的材料。
3。喷射
初始射流的早期凝固会在零件上形成表皮。提高材料温度或降低压力会有所帮助。
4。破解
冷模具或低注射速度产生的应力可能会使零件破裂。更高的注射速度和温度,加上适当的模具调节,可以降低风险。
5。流线
不同冷却速率的图案线条。填充前保持稳定的注射压力和充分的冷却。
结论
毛边不仅会降低产品质量,还会缩短模具寿命。通过了解其原因并采取纠正和预防措施,制造商可以生产出完美的零件,同时保护其设备。如需了解有关快速注塑成型和无飞边解决方案的更多见解,请联系 WayKen。
常见问题解答
停止闪光最有效的方法是什么?
减慢注射速度可降低压力,增加合模吨位可确保模具保持闭合状态。
热风与低温去毛刺?
低温是去除大而厚的毛边的理想选择,因为它可以避免热损伤,而热空气则最适合去除薄而细的毛边。
闪光的主要原因?
由于高注射压力和设计不良或磨损的分型线,导致分型线泄漏。
工业技术