

熨衣板
背景
熨衣板通常是一块大而平坦的板或金属,上面覆盖着热安全衬垫,可以安全地熨烫衣服或床单。现代熨衣板采用数量惊人的形式。标准的、廉价的美式熨衣板有两个主要部分,包括一个用于熨烫的平床和可折叠的腿,这些腿铰接或滑入顶部并折叠起来以便于存放。标准美式板的顶部通常是一个平底锅,可能有一些孔,以容纳制造过程中的油漆流失或散发从上面运行的蒸汽熨斗的热量。腿通常重量轻,管状,带有衬垫脚,因此不会损坏地板。更昂贵的家用熨衣板可能是带有膨胀金属顶部的网状桌子,以容纳要熨烫的较大物品。无论采用何种配置,每块由金属制成的熨衣板都必须有一个垫子和盖子,这样熨衣板的金属床不会因熨斗而变得太热。大多数熨衣板都配有泡沫垫和装饰罩。
美国商店出售的许多熨衣板都是在海外制造的,那里的劳动力比美国便宜得多。 2001年,美国只有两家熨衣板制造商。这个国家有一些昂贵的设计师熨衣板,它们来自欧洲的家居设计公司;这些烫衣板可能比美国制造的普通可折叠烫衣板贵五倍。
历史
直到近 1900 年,衣服和床单都被压在铺有衬垫、枕套或熨烫毯的桌面或大块板上。 事实上,将现代熨烫表面称为熨烫台更合乎逻辑,但该设备是被称为熨衣板,因为最早的设备是由木板组成的。 19 世纪的一些家政顾问敦促女性使用可以放在桌子和椅背之间的大板,她们可以在上面垫上和熨烫。一位名叫凯瑟琳·比彻 (Catherine Beecher) 的顾问在 1841 年描述了今天已知的形状烫衣板。她建议将这种木制形式的一侧剪得很宽,另一侧剪得很窄,并将这种类型的熨衣板称为裙板。当然,这是电熨斗和熨斗未与这些烫衣板一起使用的时代。这些沉重的铸铁在炉膛或燃木或燃煤的炉子上加热,沉重的热铁压出顽固的皱纹。
制造商很快就接受了提供 19 世纪后期现成的裙板的想法。到 1898 年左右,裙板配备了可以取下的腿,并使板可以安装在任何地方。这些早期制造的熨衣板在每个角落都有一条腿,可以展开但很难操作。到 1914 年,一位名叫 Springer 的发明家设计了一个带有三个支撑点的桌子,它更容易设置。这些早期制造的桌子是用木头制成的,虽然它们仍然翘曲,但应该能抗翘曲。早期的制造商制造金属顶板,但尽管涂漆,但它们经常生锈。有些在熨斗的热量下弯曲了。明尼阿波利斯的 J. R. Clark 公司开始制造金属网顶,使蒸汽逸出并 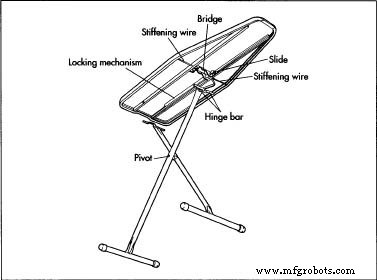 熨衣板。防止弯曲和生锈。到 1940 年,一些制造商开始生产全金属可折叠熨衣板。此后不久,一切都完全由金属制成。在接下来的几十年里,普通的可折叠金属熨衣板的设计几乎没有变化。
熨衣板。防止弯曲和生锈。到 1940 年,一些制造商开始生产全金属可折叠熨衣板。此后不久,一切都完全由金属制成。在接下来的几十年里,普通的可折叠金属熨衣板的设计几乎没有变化。
原材料
传统的、廉价的美国制造的熨衣板由很少的原材料制成。该板使用许多不同宽度的冷轧钢,这些冷轧钢是作为冷金属开始成型过程的长轧钢卷。宽度因生产中的零件而异,包括宽度小至 0.75 英寸(1.9 厘米)到超过 28 英寸(71 厘米)的宽度。通常,卷可能有几百英尺长,根据宽度的不同,重量可能在 500-9,000 磅(227-20,000 千克)之间。然后将这些卷压平并滚压或压成不同的部件。
用于制作烫衣板的其他原材料包括金属铆钉、烫衣板站立部分脚上的塑料或橡胶尖端、油性涂料(粉末或液体形式)以及在烫衣前喷在金属部件上的脱脂剂。去除沉积在金属部分上可能影响油漆附着力的油性臭气的油漆。一些公司为熨衣板缝制化妆棉和棉套。一家公司可能会从另一家制造商处购买此类产品,然后在包装前将其滑到完整的熨衣板上。
制造
过程
- 工厂供应各种宽度的带钢,用于制造熨衣板的各个部分。这些宽度在 4-28 英寸(10.2-71 厘米)之间变化,具体取决于预期用途。这些紧密盘绕的卷必须拉直。它们被送入卷轴或开卷机中,使它们变平。
- 虽然这些卷很长,有时长达数百英尺,但它们的长度是有限的。两端必须缝合或连接在一起,这样切割零件的过程不会在一个卷结束和另一个卷开始时停止和开始。因此,辊子的末端是对接连接的(意味着末端不重叠而是彼此对接)并对接焊接在一起。操作员控制的焊工遇到这个接缝并将其焊接在一起。未卷曲的钢现在等待形成腿和板的顶部。
- 接下来形成熨衣板的管状支腿。冷钢被送入管磨机的接收端,该管磨机用于将扁钢制成管材。管磨机将钢的末端连接在一起并形成管子。该管穿过一个电极,该电极通过该部件发射电流,熔化将其连接成管的金属末端。该电极本质上是一种高频焊机,可将末端焊接在一起。
- 成型的管子通过机器被拉到下一个工位。在这里,锋利的硬质合金工具在焊缝的粗糙边缘上刮擦,因此在接合处没有金属毛刺。
- 接下来,管子必须在焊接过程中冷却,焊接过程将这些端部熔化在一起。长管(尚未切割成单独的腿)被拉到下一个站,并充满冷却剂,使其稍微冷却。然而,此时金属仍然是温暖的。
- 热管被送入定径机,该机推入热管以确保其尺寸合适。热金属配置为定径机的尺寸。
- 离开定径机后,管材到达切割站,在那里将长管材切割成支腿所需的长度。然后通过铆接就位将腿上的脚连接到腿上。腿现在已经完成,等待喷漆过程。
- 顶部是现在形成的。最常见的美国制造熨衣板类型有锅顶。该顶部由大约 16 英寸(40.1 厘米)宽的钢制成,经压制和冲压而成。开卷后,将金属带放入由操作员启动的压力机中。压机将金属拉入并卷曲侧面的边缘,在平底锅上打一个孔,以便稍后可以从平面上排出油漆,然后将工件从冲头上敲下来,以便将另一件拉到压机上.
- 平底锅顶部必须连接到一组肋骨和横梁上,这些肋条和横梁将连接在下方,以保持这个平底锅的刚性。因此,肋条和横梁是滚压成型和冲压而成的。锁组件(将可折叠烫衣板固定到位的锁)由弹簧和手柄组成。该锁定组件此时连接到肋条和横梁。
- 盘顶和肋组件 gh(带有锁定机构)此时在装配线上相遇。这两个组件是手工放置在一起的。然后将锅和组件送入顶部焊机,这是一个巨大的机器,将肋条、横梁和锁定机构焊接到平底锅顶部。烫衣板顶部从焊机中取出并进行检查以确保压力点焊接牢固。熨衣板的顶部现已完成,等待喷漆。
- 在连接腿和顶部之前,两个组件都必须涂漆。首先,组件挂在油漆线上。零件喷上脱脂剂。然后将零件送到干燥室,直到脱脂剂蒸发。接下来,零件通过喷漆机发送,喷漆机喷出粉末或液体涂料。然后将零件送到烘烤区,在那里烘烤表面上的油漆。
- 现在必须将板的顶部连接到腿上。腿被送入滚筒输送机并与顶部相遇。操作员将支腿滑入平底锅顶部下侧的槽中,然后操作员将翼片固定到位以将支腿固定到位。然后操作员将橡胶或塑料尖端放在熨衣板的脚上。如果电路板要接收垫子和顶部,此时它们也会滑到锅顶上。电路板现已完成并准备好进行包装。
质量控制
质量控制体现在熨衣板生产的各个环节。首先,进货原材料在收到时经过彻底检查。对冷轧钢交付进行评估,以确保它们符合制造商的规格。金属经过厚度和硬度测试。对金属表面进行物理检查,看是否有生锈迹象;如果发现生锈,则该批次被视为不可接受。
预计所有冷轧钢在交付时都涂有一层精细的油以防止生锈。最后,对金属进行评估以确保钢没有弯曲,弯曲是金属扭曲的一个术语,因为这种扭曲会削弱金属。
每个班次的巡回检查员都会评估操作的各个方面。每个班次的操作员都有权解决发生的任何问题,并了解他们对质量和解决问题负责。对流程中不可或缺的机器进行严格维护,以确保流程中没有故障或制造中的公差是不可接受的。如上述制造过程所述,由机器执行的关键操作,例如将肋条和锁定机构焊接到熨衣板顶部,均由操作员手动进行双重检查。操作员对关键焊缝施加压力,以确保焊缝牢固。最后,产品完成后,生产线末端的质量检查员检查完成的产品,以确保整体产品是可以接受的。
副产品/废物
从冷轧钢上切下的多余金属被收集到废料料斗中,当料斗装满时,金属被卖回供应金属的钢厂,以便可以重复使用。喷漆前喷在金属部件上的脱脂剂会流失并形成必须处理的油泥。当污泥变得相当大时,一家专门处理此类化合物的公司会将其泵出、燃烧并燃烧污泥。钢部件上使用的油性涂料中存在的其他挥发性有机化合物(称为 VOC)是根据联邦政府制定的规范使用的;公司必须申请许可证才能使用。
哪里可以了解更多
书籍
比彻,凯瑟琳。 1841 年国内经济论文。 纽约:Schocken Books,1977 年。
利时,厄尔。 家居用品的故事。 芝加哥:全国家庭用品制造商协会,1973 年。
艾尔利,梅里特。 家的舒适。 纽约:克拉克森·波特,1999 年。
其他
对家居产品国际制造副总裁 Joseph Deppen 的口头采访。伊利诺伊州芝加哥和印第安纳州西摩。 2001 年 10 月。
南希 电动车 布赖克
制造工艺