

铅笔
背景
作为最古老、使用最广泛的书写用具之一,铅笔起源于史前时代,当时人们使用白垩岩和烧焦的木棒在动物皮和洞穴墙壁等各种不同的表面上作画。希腊人和罗马人使用扁平的铅片在纸莎草纸上画出微弱的线条,但直到 1400 年代后期才开发出今天铅笔的最早直接祖先。大约一百年后,在英格兰西北部的博罗代尔 (Borrowdale) 附近发现了石墨,一种常见的矿物,在岩石中以柔软、有光泽的矿脉形式出现。 Borrowdale 矿山为欧洲供应石墨已有数百年之久;然而,由于当时人们无法区分石墨和铅,他们将前者称为“黑铅”。石墨被切成棒状或条状,用细绳包裹得很重,以提供强度和舒适的手柄。成品,称为铅笔,非常受欢迎。 16 世纪后期,德国发现了一种将木条粘在石墨周围的方法,现代铅笔开始形成。 1779 年,科学家们确定他们之前认为是铅的材料实际上是一种微晶碳,他们将其命名为石墨(来自希腊语“graphein”,意思是“书写”)。石墨是纯碳的三种天然形式之一——其他是煤和金刚石。
在 18 世纪后期,Borrowdale 矿已经枯竭,而且由于石墨现在不那么丰富了,因此必须将其他材料与它混合来制造铅笔。法国化学家尼古拉斯·雅克·孔戴 (Nicolas Jacques Conte) 发现,当将粉状石墨、粉状粘土和水混合、成型和烘烤时,成品的书写与纯石墨一样流畅。 Conte 还发现,通过改变粘土和石墨的比例,可以产生更硬或更软的书写芯——石墨越多,铅笔越黑越软。 1839年,德国的Lothar von Faber开发了一种将石墨糊制成相同厚度的棒的方法。后来他发明了一种机器来切割和开槽铅笔木。随着 Borrowdale 曾经丰富的石墨资源枯竭,世界各地逐渐建立了其他石墨矿。
在美国建立了许多这样的矿山,在 1812 年战争结束英国进口后,第一支美国铅笔于 1812 年生产。马萨诸塞州康科德的橱柜制造商威廉门罗发明了一种机器,可以精确地切割和开槽木板条,足以制造铅笔。大约在那个时候,美国发明家约瑟夫·迪克森 (Joseph Dixon) 开发了一种将单个雪松圆柱体切成两半的方法,将石墨芯放在其中一个半部,然后将两半重新粘在一起。 1861 年,Eberhard Faber 在纽约市建立了美国第一家铅笔制造厂。
今天,铅笔的硬度由数字或字母表示。大多数制造商使用数字 1 到 4,其中 1 表示最软,标记最暗。 2 号铅笔(中软)用于正常书写。铅笔有时也按字母分级,从最软的 6B 到最硬的 9H。在铅笔上附上橡皮擦的想法可以追溯到美国人 Hyman W. Lipman,他 1858 年的美国专利在 1872 年被 Joseph Rechendorfer 以 100,000 美元的价格买下。
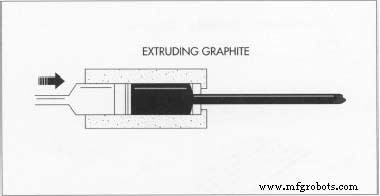 铅笔制造的第一步是制作石墨芯。一种方法是挤压,其中石墨混合物被迫通过适当尺寸的模具开口。
铅笔制造的第一步是制作石墨芯。一种方法是挤压,其中石墨混合物被迫通过适当尺寸的模具开口。
除了传统的木铅笔外,还广泛使用了许多其他铅笔。在 1880 年代初期,对不需要削尖的铅笔的探索导致了被称为自动铅笔、推进铅笔或重复铅笔的发明。这些乐器有金属或塑料外壳,使用的导线与木盒铅笔中的导线相似。引线位于外壳内的金属螺旋中,由一根带有金属螺柱的杆固定到位。当盖子被扭曲时,杆和螺柱在螺旋中向下移动,迫使引线朝向尖端。二十世纪初,彩色铅笔出现了,其中石墨芯被颜料或染料和粘合剂的组合所取代。今天,彩色铅笔有 70 多种颜色可供选择,包括 7 种不同的黄色和 12 种不同的蓝色。然而,在 40 个不同国家/地区以每年 60 亿支的速度生产的雪松木铅笔芯的销量继续超过其所有竞争对手,包括圆珠笔。
原材料
铅笔中最重要的成分是石墨,大多数人仍将其称为铅。孔戴将石墨与粘土结合的方法仍在使用,有时还会添加蜡或其他化学品。今天使用的几乎所有石墨都是天然石墨和化学品的人造混合物。
用于制造铅笔的木材必须能够承受反复磨削和轻松切割而不会碎裂。大多数铅笔由雪松(特别是加州雪松)制成,这是多年来的首选木材。雪松具有令人愉悦的气味,不会变形或变形,并且容易获得。有些铅笔有橡皮擦,用套圈固定,套圈是一种金属外壳,可以用胶水粘住或用金属叉固定。橡皮擦本身由浮石和橡胶组成。
制造
过程
现在大多数商业使用的石墨是在工厂制造而不是开采,制造商能够轻松控制其密度。根据所制造铅笔的类型,将石墨与粘土混合——使用的石墨越多,铅笔越软,线条越暗。对于彩色铅笔,将颜料添加到粘土中,实际上不使用石墨。
石墨加工
- 1 使用两种方法将石墨制成成品状态。第一种是挤压法,将石墨和蜡的混合物强制通过模具,制成意大利面条状的细绳,然后将细绳切割成精确的尺寸并在烤箱中干燥。在第二种方法中,将石墨和粘土混合物倒入称为 坯料压机的机器中。 在压机顶部放置一个塞子,一个金属压头从底部上升,将混合物压成坚硬的实心圆柱体,称为“坯料”。然后将坯料从机器顶部取出并放入挤压机中,迫使其通过模具,切下条带
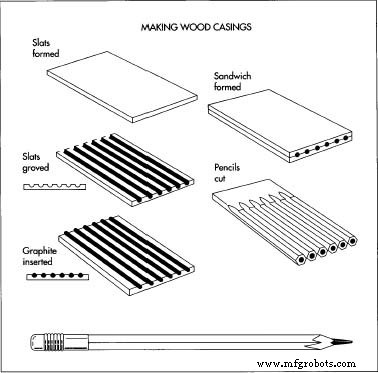 为了制作铅笔的木质外壳,形成方形板条,然后在板条上切割凹槽。接下来,将石墨棒插入一个板条上的凹槽中,然后将带有空凹槽的第二个板条粘在填充石墨的狭槽顶部。从三明治上剪下大小合适的铅笔,并附上橡皮擦和金属套圈。铅笔芯的大小。切割成一定尺寸后,芯子通过传送带并收集在槽中等待插入铅笔木。
为了制作铅笔的木质外壳,形成方形板条,然后在板条上切割凹槽。接下来,将石墨棒插入一个板条上的凹槽中,然后将带有空凹槽的第二个板条粘在填充石墨的狭槽顶部。从三明治上剪下大小合适的铅笔,并附上橡皮擦和金属套圈。铅笔芯的大小。切割成一定尺寸后,芯子通过传送带并收集在槽中等待插入铅笔木。
制作木质外壳
- 2 雪松通常在到达工厂时已经干燥、染色和打蜡,以防止翘曲。然后将原木锯成称为“板条”的窄条;它们长约 7.25 英寸(18.4 厘米),厚约 0.25 英寸(0.635 厘米),宽约 2.75 英寸(6.98 厘米)。板条被放入进料器并一个接一个地落到传送带上,传送带以恒定速率移动它们。
- 3 然后刨平板条,使其表面平整。接下来,它们从刀头下方穿过,刀头沿着每个板条的一侧的长度形成平行的半圆形凹槽——深度是石墨厚度的一半。沿着传送带继续前进,一半的板条涂上一层胶水,将切好的石墨铺在这些板条的凹槽中。
- 4 没有胶水和凹槽中没有石墨的板条被放置在另一条皮带上,该皮带将它们带到一台机器上,机器将它们捡起并翻转过来,因此它们放在皮带上,凹槽朝下。然后两条传送带相遇,每个未胶合的板条被放置在涂有胶水和石墨的板条上,形成一个三明治。三明治从传送带上取下后,将它们放入金属夹中,用液压机挤压,然后夹在一起,直到胶水变干。当铅笔干燥时,修剪末端以去除多余的胶水。
塑造铅笔
- 5 下一步是成型,这时三明治实际上变成了铅笔。三明治被放置在传送带上,并通过两组切割器移动,一组在传送带上方,一组在传送带下方。三明治上方的切割器围绕上半部分切割,而下方的切割器围绕下半部分切割并分离成品铅笔。大多数铅笔是六边形的,因此旨在防止铅笔从表面滚落;一个三明治可以产生六到九支六角形铅笔。
最后的步骤
- 6 铅笔剪好后,用砂光机打磨表面,涂上清漆并晾干。这是通过涂漆机完成的,铅笔浸入一桶清漆中,然后穿过毡盘,去除多余的清漆。干燥后,铅笔一次又一次地通过这个过程,直到获得所需的颜色。最后,铅笔接受了面漆。
- 7 铅笔再次被传送到传送带上,通过成型机去除积聚在铅笔末端的多余清漆。此步骤还确保所有铅笔的长度相同。
- 然后将 8 个橡皮擦连接到铅笔上,由一个称为“套圈”的圆形金属外壳固定在铅笔上。套圈首先用胶水或小金属尖头固定在铅笔上,然后插入橡皮擦并将套圈夹在它周围。在最后一步,加热的钢模将公司标志压在每支铅笔上。
彩色铅笔
彩色铅笔的生产方式与黑色书写铅笔大致相同,不同之处在于它们的笔芯含有染料和颜料等着色材料,而不是石墨。首先,将粘土和树胶作为粘合剂添加到颜料中,然后将混合物浸泡在蜡中,使铅笔变得光滑。铅笔成型后,根据中心混合物的颜色对外部进行涂漆。
质量控制
因为它们在制造过程中沿着传送带传送,所以铅笔在分发给公众之前会经过彻底检查。工人接受了丢弃看起来功能失调的铅笔的培训,并在该过程完成后对选定的铅笔进行削尖和测试。一个常见的问题是三明治的胶水有时不粘,但这种滋扰通常是在切割三明治时发现的。
制造工艺