

焦炉耐火材料维修
焦炉耐火材料维修
焦炉电池是一种耐火结构,包含在钢和/ 或混凝土外骨骼。该外骨骼通过钢制支架之间的一系列拉杆在横向上固定在一起。支柱是位于烤箱之间的加热墙末端的垂直钢梁。在纵向上,拉杆在电池两端的小齿轮壁之间延伸。
加热墙传统上由二氧化硅耐火材料构成。二氧化硅是首选的耐火材料,主要是因为在正常的焦炉电池工作温度下,二氧化硅耐火材料的蠕变最小。此外,由于几乎所有硅砖的膨胀都发生在低于 650 摄氏度的温度下,因此在电池正常运行期间,壁的适度温度波动对构成壁的耐火材料的体积稳定性没有影响。
焦炉电池的使用寿命为二十到四十年,具体取决于操作条件和电池维护。由于正确操作和及时维修,有几个焦炉电池可以工作 40 至 50 年的例子。也有焦炉耐火材料开工不到10年就发生故障的案例。通常,电池需要对耐火材料、钢结构或机械进行特定维修。这些维修如果执行得当,可以延长电池的使用寿命。
为了延长焦炉电池的使用寿命,避免损坏炉壁至关重要。尤其是避免砖块破损尤为重要,因为这会导致砖壁出现开口,必须停止烤箱,并且在空转过程中可能会进一步损坏烤箱砖块。
焦炉壁在日常运行中承受着机械负荷和热负荷,包括反复加热和冷却,因此对它们的任何损坏都会逐年恶化。焦炉壁的损坏主要有两种类型。这些如下。
- 砖墙厚度减少 - 由于砖的侵蚀和多年烤箱操作中砂浆的流失,导致墙壁粗糙表面上的碳沉积。随着碳沉积物从墙壁上脱落或分离,它会剥落更多的崩解砖,从而导致砖砌体进一步受到侵蚀。
- 纵向贯穿裂纹的发生与扩展——在装煤过程中的机械冲击和反复加热和冷却引起的热应力作用下,形成纵向裂纹,最终到达燃烧室。随着碳进入这些裂缝,烤箱主体会膨胀。
烤炉耐火材料损坏的原因如下。
- 耐火材料因老化而磨损和自然变质,导致厚度减少、表面磨损增加和炉砖墙剥落。
- 在电池操作过程中违反技术规则。
- 受热壁移动以响应受热壁上不平衡的压差。
- 碳化过程中壁上的焦化压力过大。该焦化压力取决于焦煤的特性。
- 因烤箱粘连导致推送失败。硬推会导致墙壁破裂,因为在硬推条件下经常会出现约 600 N 的局部力,并在损坏的烤箱中达到可承受的极限
烘炉耐火材料的寿命取决于运行效率、及时诊断损坏和预防性维护的质量。砌砖铺设的第一个轻微损坏可以在操作的早期观察到。从此,发展性损害的特征变得越来越复杂。炉壁损伤发展的复杂性如图1所示。
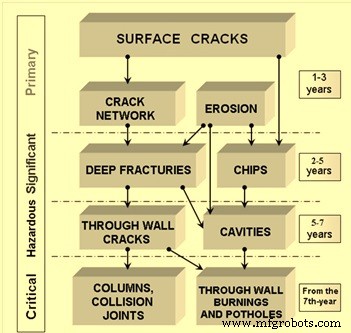
图 1 炉壁损坏情况
此外,随着炉墙砖损坏的日益突出,推动失灵等妨碍焦炉稳定运行的问题也不断增加。在这些条件下,使用传统方法有效修复有问题的焦炉变得越来越困难。因此,对炉壁破损部位进行早期检测和定量分析,对于炉内耐火材料的有计划、及时的修复至关重要。
焦炉耐火材料修复工作需要相当多的专业知识。焦炉炉壁耐火材料热修技术应满足以下条件。
- 生产周期不会中断。
- 该方法可靠,且墙壁修复部分的使用寿命长。
- 该方法简单、经济、省时。
耐火材料修复工作可以在冷态(称为冷修)或热态(称为热修)下进行。焦炉砖的修复主要采用三种热修复方法。这些在下面描述。
冷修
如果要更换从炉底到炉顶下方的整个穿墙电池,则可以在将耐火材料冷却至大气温度的情况下进行维修。这种在电池冷却后进行的修复称为电池冷修复。
更换整个电池的通壁是通过在进行维修之前允许电池在受控条件下冷却来完成的。冷却可能需要长达 21 天的时间,在此期间,通过调整上下拉杆来保持烤箱壁上的压力。炉顶必须有支撑。墙体重建后加热前,将蓄热室中的所有格子拆除,柱壁的任何裂缝必须在更换格子之前清理并用陶瓷棉填充,以免在加热过程中阻碍砖砌体的膨胀。
修复后的电池与新电池的加热方式相同。
修复后的电池具有全新的穿墙,并经过适当的维护,预计使用寿命约为 15 至 20 年,而成本仅为新焦炉电池的一小部分。
喷枪修理
关于喷枪程序,有干喷、湿喷和喷涂方法。为了达到涂层喷补材料的最佳使用寿命,必须考虑许多因素。这从不同的喷枪机、喷枪设备和配件开始,到经济和生态加工结束。
在耐火修补产品的加工过程中,重要的是始终需要调整材料和水的最佳混合比。尤其是在喷补时,为了减少粉尘和反弹的产生,均匀的材料流动是很重要的。
对于焦炉砖修补的喷补,通常使用转子喷补机。在这里,计量是由一个系统进行的,该系统由转子和填料垫圈组成。驱动由电动齿轮马达或压缩空气马达完成。该机器坚固、方便、可移动,适用于 0.25 cum/hr 至 4.0 cum/hr 的喷枪能力。
喷枪修复不是很有效的修复,只能提供暂时的效果。
陶瓷焊接
陶瓷焊接是一种被广泛认可的修复方法。陶瓷焊接技术为修复各种物理和化学成分的内衬提供了充足的机会,以增加高温反应器的使用寿命。这项技术是在欧洲开发的,用于玻璃熔炉。该技术后来被应用于焦炉,用于对焦炉壁损坏的耐火材料进行热修复。该技术为修复区域提供了最大的阻力,对砖砌的负面影响最小。采用先进的陶瓷焊接技术,采用优质材料,可实现焦炉耐火材料修复区的长期保存。
陶瓷焊接工艺于 1970 年代首次应用。这种热修复工艺用于在操作温度下修复焦炉耐火材料,同时对生产的干扰最小。修复材料是陶瓷结合到损坏的耐火材料上,利用一种产生超过 2200 摄氏度的放热反应的熔合工艺。陶瓷焊接的结合强度可实现出色的修复,从而恢复原始砖砌的结构完整性。
在陶瓷焊接之前,使用气动喷砂系统清洁耐火材料。此清洁过程应在对周围耐火材料造成最小创伤的情况下进行。
陶瓷焊接,顾名思义就是在焦炉内部焊接硅砖。这是通过用富氧压缩空气流通过小管喷枪输送富含二氧化硅的粉末混合物来实现的。粉状二氧化硅混合物从喷枪末端喷出并点燃,几乎爆炸,靠在焦炉的热壁上。反应热穿透硅砖,形成二氧化硅的塑性区。该反应还将粉末二氧化硅混合物变成熔融物质,该物质与硅砖上的上述塑性区结合。外观类似于焊接接头。此外,效果相似,因为新的、同样坚固的材料沉积在现有的磨损和破裂的硅砖上。以下几个方面对陶瓷焊接很重要。
- 陶瓷焊接材料的化学和矿物成分与待修复砖砌体特性的亲和性
- 耐火材料结构相组成的同一性
- 焊接层和炉墙砖之间的强原子间(结晶)连接
陶瓷焊接法不仅可以焊接裂纹和碎屑,还可以焊接大面积的缺陷,如空洞等。此外,该技术还可以可靠地焊接新旧砖砌的接缝。
正确安装,陶瓷焊接材料已经提供了二十年的服务。然而,平均陶瓷焊缝将持续大约 10 年。
陶瓷焊接方案如图2所示。
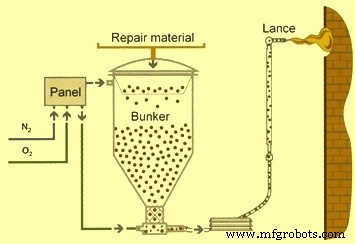
图2陶瓷焊接方案
热焦炉壁的重新砌筑
热加热墙重新砌筑到不同深度以完成重新砌筑也是公认的有效修复方法。通常进行的砖砌维修是更换末端烟道,更换炉底和炉顶之间的炉壁,以及炉膛内的紧急维修。这些维修是在电池处于高温状态下制造焦炭时进行的。
烤箱墙壁砖砌修复可能包括在烤箱地板上方和烤箱屋顶下方放置通壁(推动侧到焦炭侧)。同时,可能会在牛腿区域进行砖砌修复,并且可能会更换正面砖砌和个别炉顶。
维修是在热状态下的电池完成的,在维修的墙壁的每一侧都有一个或两个缓冲烤箱(空烤箱)。电池的其他烤箱可能正在生产焦炭。在拆除损坏的墙壁之前,必须在相邻的烤箱中增加屋顶支撑梁,必须在相邻的热墙上安装绝缘板,在烤箱顶部安装充电车轨道桥,并为烤箱屋顶提供支撑墙壁将被更换。必须注意保持蓄热室和相邻壁上的热量。以下是此类维修的主要特点。
- 使用硅砖的原始形状。
- 在每个球场上使用设计砖进行铺设,包括新旧部分的接合处。
- 由于相邻受热墙和修复墙的其余部分的热传导和辐射热交换,砖砌层的部分加热和膨胀持续发生。
- 对修复后的墙壁进行最后加热,通常需要大约 8 到 10 天,
- 砖砌的残余增长(在修复后最终加热到工作温度时)是微不足道的,这为执行的新砖砌提供了耐用性和气密性。
砌砖砌筑和砌砖局部升温相结合的热修实现最佳效果是在以下条件下取得的。
- 采用优质硅砖进行修复
- 同时修复一面墙
- 重新砌筑的深度不应小于 4 个垂直面,包括二氧化硅和耐火粘土垂直烟道屋面和烤箱屋面区域
- 在修复加热壁时,加热壁端部下部的炉底砖和损坏的砖也将被更换(以及焦化室)
由于在修复过程中加热墙的温度保持(750摄氏度至850摄氏度),因此相邻墙的安全性得到了保证,因此不包括二氧化硅的改性转变。
在热修中使用二氧化硅耐火材料的基本问题是保持新旧砖砌部分之间的连续垂直接头的耐久性和气密性,这是由于二氧化硅的显着热线性膨胀(1.2%至1.4%)在加热时变形引起的)。因此,一些国家对焦炉砖砌体的修复采用了熔融石英模块,其热膨胀系数小,为 0.2% 至 0.3%。
这种修复方法的优点如下。
- 只要保持操作电池的技术规范,该维修可将焦炉电池的使用寿命延长 7 至 12 年。
- 由于仅对磨损/损坏的腔室进行维修,因此电池生产不会停止,这与持续超过 12 个月且电池不生产的冷维修不同。
- 在此类焦炉维修过程中,更换锚固件(闪板、门框、锚柱部件、拉杆)和耐火砖的磨损部件。这不会恶化未更换的平衡砖砌和锚固的状况。
- 电池的热修复比冷修复具有更多的技术经济优势。维修成本是冷修成本的 30% 到 40%。
制造工艺