

压铸制造工艺详解
压铸是一种金属铸造工艺 其特点是使用模腔对熔融金属施加高压。模具通常由高强度合金加工而成,其中一些类似于注塑成型。
大多数压铸件由有色金属制成,例如锌、铜、铝、镁、铅、锡和铅锡合金,以及它们的合金。根据压铸类型的不同,需要冷室压铸机或热室压铸机。
在这篇文章中,主要主题是制造过程 的压铸。为了让您全面了解压铸工艺,我们将向您介绍基本的 2 压铸机的类型 以及详细的制造程序 .看完帖子,你会大大优化制作流程。
1。两种类型的压铸机
压铸机可分为两种,热室压铸机 和冷室压铸机 .区别在于它们能承受多大的力。典型压力范围为 400 至 4,000 吨。
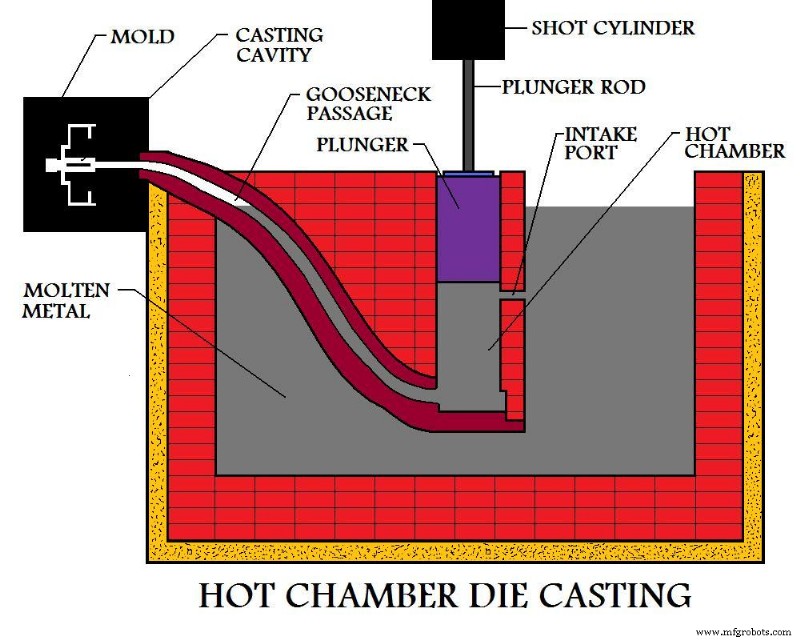
1.1 热室压铸机
热室压铸,有时也称为鹅颈压铸 , 依靠熔融金属池在压力下填充模具。在循环开始时,机器的活塞处于缩回状态,此时熔融金属可以充满“鹅颈管”。
气动或液压驱动的活塞挤压金属并将其填充到模具中。该系统的优点包括a循环时间短 (大约每分钟 15 个循环),易于自动化 ,以及熔化金属的能力 .
然而,缺点包括无法压铸高熔点金属 ,以及铝的压铸 ,因为铝会将铁带出熔池。
因此,热室压铸机通常用于锌、锡和铅的合金。此外,热室压铸更适用于压铸小型铸件,而不是大型铸件。
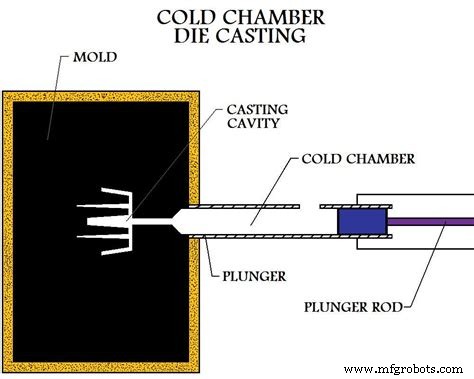
1.2 冷室压铸机
冷压铸可用于压铸不能用于热室压铸工艺的金属,包括铝含量较高的铝、镁、铜和锌合金。
在这个过程中,金属需要首先在单独的坩埚中熔化 .然后将一定量的熔融金属转移到未加热的注射室或喷嘴中。这些金属通过液压或机械压力注入模具中。
由于需要将熔融金属转移到冷室中,该工艺的最大缺点是周期长 .
冷室压铸机也有立式和卧式两种。立式压铸机通常是小型机器,而卧式压铸机则有多种型号。
2。压铸中的详细制造步骤
高压压铸工艺由模具准备、充型、注射、脱模四个步骤组成,这也是各种改进压铸工艺的基础。
2.1 准备
在制备过程中,需要喷涂润滑剂 进入空腔。润滑剂除了帮助控制模具温度外,还可以帮助脱模,然后合模。
2.2 填充
用高压将熔融金属填充到模具中 ,其范围约为 10 至 175 MPa。当金属液充满时,保持压力直到铸件凝固。
2.3 注入
然后打开模具,通过顶针将射料(射料与铸件不同,因为一个模具中可以有多个型腔,每次射出多个铸件)。
高压注射导致模具的快速填充,因此熔融金属可以在任何部分凝固之前填充整个模具。这样,即使在难以填充的薄壁部分,也可以避免表面不连续性。
大多数压铸件可用于执行铸造无法完成的结构,例如钻孔和抛光。
2.4 摇出
摇出过程需要分离废料,包括浇口、流道、尖刺和飞边。这个过程通常是通过一个特殊的修整模具挤压铸件来完成的。其他落砂方法包括锯切和打磨。
2.5 缺陷检查
在摇出过程完成后可以检查缺陷。最常见的缺陷包括停滞和冷镦。
当您需要通过压铸技术制造优质产品时,您只需要知道这些。如果您有任何问题,请在下方留言。
注意: 我们不拥有本文中使用的图像。如果它们属于您,请随时与我们联系,我们会尽快将其删除。
制造工艺