

了解钢的连铸过程
了解钢的连铸工艺
钢的连铸 (CC) 是将钢水凝固成半成品钢产品(钢坯、大方坯、梁坯、圆钢或板坯)以供随后在轧机中轧制的过程。连铸机的基本操作是通过模具操作、喷冷区、矫直机操作等一组操作,将给定成分的钢水转化成所需形状和尺寸的钢绞线。为了成功的连铸,必须了解这些操作在不同条件下的过程行为。连铸过程基本上由以下几个部分组成。
- 位于模具上方的中间包,用于接收钢包中的钢水并以规定的速率将其送入模具。
- 一个由水冷铜模具组成的主冷却区,钢水从中间包送入该铜模具,以生成足够坚固的凝固钢外壳,以在钢坯进入二冷区时保持钢坯的形状。
- 与位于模具下方的安全壳部分相关联的二级冷却区,钢绞线(仍大部分为液态)通过该二级冷却区并被喷水或水和空气的混合物(气雾),以进一步固化钢坯钢绞线。
- 用于钢绞线拉直和矫直的部分。直立式铸造机中没有此部分。
- 由割炬或机械剪组成的切割部分,用于将凝固的钢绞线切割成所需的长度以便移除。
- 一个用完的桌子连接到冷却床或直接连接到产品转移区。
在 CC 工艺中,钢水从钢包中流出,通过中间包进入模具。它通常通过在每个容器(钢包、中间包和模具)上的渣盖和容器之间的陶瓷管来防止暴露在空气中。
为了开始连续铸造过程,将引锭杆(连接到外部机械抽出系统)插入模具并定位,使引锭杆的顶部关闭模具的底部。液态钢通过钢包浇注输送到浇注台,然后以受控的速度倒入中间包。钢水流过中间包底部的喷嘴并填充模具。当模具中的钢水液面达到预定位置时,引出引锭杆开始。一旦进入模具,液态钢就会在水冷铜模具壁上凝固,形成一个坚固的外壳。 CC 机器中的驱动辊不断地从模具中取出引锭杆。引锭杆的抽出速度根据所需的连铸速度或从中间包的钢水流量预先设定。当现在连接到正在铸造的凝固形状的引锭杆头到达退出系统中的某个位置时,它被机械断开并且引锭杆被移除。凝固的铸型以与进料钢水流量相匹配的速率(铸造速度)通过拉出系统继续流向切割设备,因此该过程理想地在稳定状态下运行。
在水冷模具中开始的液态钢的凝固随着钢绞线通过 CC 机器而继续进行。凝固在模具中的液态钢弯月面处开始,形成与模具壁接触的钢壳。 CC 机内从弯液面到完全凝固点的距离称为冶金长度。完全凝固点自然发生在铸坯切割点之前,在许多 CC 机器中,它位于矫直机之前。
建立铸造条件使得离开模具的凝固钢壳的强度足以承受模具中液态钢的铁静压力。为了防止凝固的壳粘在模具壁上,模具在垂直方向上摆动。通过引入油或助熔剂等模具润滑剂,使钢壳与模具之间的摩擦最小化,从而形成流体熔渣。
在模具出口下方,凝固的钢壳充当容器以支撑剩余的液态钢。额外的热量从由一系列水雾和空气喷雾组成的二级冷却区中的铸坯带走。密切控制流速以获得最佳冷却速率并保持表面温度,直到液芯变成固体。提供支撑辊单元以容纳钢绞线以避免横向移动并防止热凝固壳因内部铁静压力而膨胀。铸流冷却和封闭系统的设计与模具一样,旨在防止铸件的外部和内部缺陷,并确保所需的钢材质量。
在某些类型的机器上,二次冷却和封闭区域之后是弯曲单元和矫直机,所有机器都存在这种情况。
矫直后,铸件通过火炬或剪刀切割成所需的长度。热切长度然后通过一个输出辊道输送到冷床或分组并直接转移到后续的轧制操作。
钢水的要求
温度控制对于 CC 工艺至关重要。一般连铸用钢水要在较高的出钢温度下出钢。出钢温度更高,因为它必须补偿与 CC 机器的传输时间增加相关的热损失。连铸的温度也需要保持在更小的范围内。如果温度太高,通常会出现突破;如果温度过低,通常会导致中间包水口中的钢液过早凝固。铸造温度也会影响铸钢的结晶组织。最佳结构通常通过在整个铸造过程中需要均匀的低过热度获得。通常用于达到均匀温度的常用做法是通过向钢液中注入少量氩气来搅拌浇包中的钢液。
连铸用钢水也需要充分脱氧(镇静),以防止在铸钢表面或靠近铸钢表面形成气孔或针孔。这些气孔或针孔通常会在随后的轧制过程中形成接缝。根据所生产的钢的等级和钢产品的应用,通常有两种方法用于钢水的脱氧。这些是(i)粗晶粒钢中添加少量铝的硅脱氧,以及(ii)细晶粒钢的铝脱氧。硅镇静钢比铝镇静钢更容易铸造。这是因为避免了氧化铝在中间包水口中沉积而导致水口堵塞。
中间包应用
在 CC 工艺中,钢水首先从钢包转移到中间包中。然后将钢水通过每个钢绞线的喷嘴分配到不同的模具钢绞线中。中间包本质上是一个矩形盒子,底部有喷嘴。中间包使以下成为可能。
- 使进入铸模的钢水流保持稳定,进而实现恒定的铸造速度。
- 进行一系列加热。
- 在不中断模具中钢水流动的情况下将空钢浇包更换为满钢浇包。
- 如果需要,可以使用两种不同炉次的两种不同等级的钢制成混合等级。
- 提供防止夹杂物和熔渣进入中间包从而滑入模具的可能性
中间包通常在铸造前预热,以尽量减少铸造初始阶段钢水的热损失,从而避免金属凝固,特别是在关键喷嘴区域。中间包盖也用于减少整个铸造过程中的辐射热损失。
液态钢罩
在明流浇注过程中,钢水直接通过空气从钢包浇注流向中间包或从中间包流向结晶器。在这些条件下,未受保护的钢水流从空气中吸收氧气(和一些氮),并在钢水中形成有害夹杂物。这些夹杂物被转移到铸模中,它们要么保留在铸件内,要么漂浮到钢水表面。那些存在于液态钢表面上的物质随后会被困在凝固的外壳中,要么导致表面缺陷,要么导致模具下方的外壳破裂。除了在暴露的钢流中直接形成夹杂物外,钢流中夹带的空气还可以与结晶器和中间包中的钢水发生反应。
为避免这些问题,CC 操作通常使用钢水的遮蔽流进行。由于问题的严重性,重点通常放在覆盖中间包和模具之间的钢水流上。然而,钢包到中间包的流罩现在得到了广泛的应用,特别是在铝镇静钢的铸造中,防止氧化铝夹杂物是最重要的。有两种基本类型的护罩,有大量的变化和组合。它们分别是 (i) 气体罩,和 (ii) 陶瓷管罩。
在气罩的情况下,使用氮气或氩气作为保护气体。陶瓷管护罩通常用于铸造铝镇静钢。它们既用于钢包和中间包之间,也用于中间包和模具之间。当中间包或模具充满钢水时,管子的一端连接到钢包(或中间包)上,另一端浸入钢中。陶瓷管一般由熔融石英或氧化铝石墨制成。
陶瓷管的机械设计很重要,特别是在浸入钢水的出口端。一种是直通式设计。另一种类型,通常用于模具中,具有多端口(开口)设计,例如管底部封闭的分叉管和位于管底部附近的两个侧开口。这种类型的护罩避免了浇注流深度渗透到模具中并改变了模具中的流动模式。因此,浇注流中的夹杂物不会被夹带在凝固段,而是上升到钢水表面,随铸粉形成的熔渣一起被去除。
钢液流量控制
这里描述了一些影响连铸过程和决定铸钢质量的重要现象。钢水通过浸入式水口 (SEN) 中的端口流入模具,该水口通常是分叉的。高速产生超过 100,000 的雷诺数和完全湍流行为。通常也将氩气注入喷嘴以防止堵塞。产生的气泡提供浮力,显着影响喷嘴和模具中的流动模式。这些气泡还会聚集夹杂物,并可能被困在凝固的钢壳中,导致铸钢产品出现严重的表面缺陷。离开喷嘴的液态钢射流流过模具并撞击在窄面凝固的钢壳。射流携带过热,可能会侵蚀钢壳,并撞击局部薄区域。在极端情况下,这种侵蚀会导致钢水从钢壳中爆裂。
通常,撞击在窄面上的液态钢射流分裂成向上流向顶部自由表面并向下流向钢绞线内部。在每个射流的上方和下方形成流动再循环区。这种流动模式随着氩气注入速率的增加或电磁力的应用而发生根本变化,电磁力可以制动或搅拌液体。流动模式会随时间波动,导致缺陷,因此瞬态行为很重要。
沿模具顶部自由表面的液体流动对于铸钢的质量非常重要。沿界面的水平速度会引起流动并控制漂浮在顶部自由表面上的液体和固体通量层中的热传递。液体助焊剂覆盖不足会导致初始凝固不均匀和各种表面缺陷。
如果水平表面速度太大,剪切流和可能的伴随涡流会将液体通量带入钢中。这种现象很大程度上取决于界面的成分依赖的表面张力和可能存在的气泡,这些气泡聚集在界面处,甚至可能产生泡沫。焊剂球随后随钢流循环,随后可能被截留在CC机器下部的凝固钢壳中,形成内部固体夹杂物。
液态钢含有固体夹杂物,例如氧化铝。这些粒子具有不同的形状和大小,在流场中移动,同时碰撞形成更大的簇,并可能附着在气泡上。它们要么在顶面循环进入保护渣,要么被困在凝固壳中,在最终铸钢中形成脆化的内部缺陷。
将铸造粉末添加到顶部表面,为液态钢提供热绝缘和化学绝缘。这种基于氧化物的粉末烧结并熔化到漂浮在钢顶部自由界面上的顶部液体层中。粉末的熔化速率和熔融焊剂流动和从钢中吸收有害氧化铝夹杂物的能力取决于其成分。它受时间相关的热力学控制。一些液体助焊剂在冷模具壁上重新凝固,形成固体助焊剂边缘,抑制弯液面的热传递。其他助焊剂通过钢壳的向下运动消耗到钢壳和模具之间的间隙中,促进均匀的热传递并有助于防止粘连。
需要定期振荡模具以防止凝固壳粘在模具壁上,并促进模具熔剂均匀渗透到间隙中。这种振荡会影响电平波动和相关的缺陷。它还会在壳体表面产生周期性的凹陷(称为振荡痕迹),影响传热并成为裂纹的起始点。
模具和传热
模具系统的主要功能是控制并开始凝固钢液以达到以下目的。
- 铸造产品的形状(整体配置和外壳厚度)
- 温度分布
- 内部和表面质量。这包括铸造结构、化学均匀性以及无裂纹、孔隙率和非金属夹杂物。
模具最重要的特点之一是它的传热能力。模具基本上是一个盒子结构,它包含一个由铜合金制成的内衬,用作与被铸造的液态钢的界面。在内衬和支撑结构之间有小水道用于模具冷却水,从与内衬接触的凝固液态钢中吸收热量。模具的润滑使模具上部的热传递更好。另一个影响模具表面传热的因素是模具锥度。这往往会增加热传递,因为它会阻止钢壳和模具表面之间形成气隙。
除了传热能力,高温强度和抗模具磨损和模具变形的能力也很重要。虽然内衬的结构材料通常是高纯度冷轧铜,但通常使用含少量银的铜来提高高温强度。衬板的工作表面通常镀铬或镍,以提供更硬的工作表面,同时也避免铸坯表面出现铜屑。
二次冷却、钢绞线封闭和撤出
在最近的 CC 机器中,二次冷却、钢绞线封闭和拉出形成了一个紧密集成和互锁的系统,其中还包括钢绞线弯曲和矫直。在 CC 机器的早期设计中,这部分铸造操作的组件在功能上和物理上都有更大的分离。
二次冷却和封闭和取出系统从模具底部延伸到铸坯的完全凝固到切断操作。该系统能够生产具有适当形状以及内部和表面质量的铸件。为此,离开模具的凝固部分在一系列喷淋区中冷却,并由一系列轧辊组件容纳和取出,直到凝固的铸件到达切断机和水平跳动台。
二次冷却系统通常分为多个区域,以控制连铸坯通过连铸机时的冷却速度。该系统通常由喷水或空气水雾喷雾组成,通过密封辊之间的开口直接喷向钢绞线表面。
二冷系统的主要传热功能有:
- 在钢种、铸造速度等 CC 操作的约束下实现完全凝固所需的水量。
- 该系统能够调节从模具下方到切断操作的铸坯热条件,例如铸坯表面温度和铸坯中的热梯度。
- 辅助功能,例如控制卷筒的冷却。
必须控制钢绞线中的温度水平和热梯度,以避免出现表面和内部缺陷,例如形状不当和裂纹。在高温下,钢壳的强度性能在其承受 CC 操作施加的外力和内力的能力方面发挥着关键作用。主要力是由液芯的铁静压力和撤出操作的牵引力所施加的力。特别是接近固相线温度的钢的延展性低,钢壳易产生裂纹。控制温度梯度很重要,因为可能会引起超过钢强度的热应变,从而导致裂纹。过度的热应变是由于过冷或过冷引起的热提取率的变化。再加热可能会出现欠冷条件,这种情况是在喷雾冷却未正确终止时产生的,钢绞线通过内部传热再加热,温度升高,然后通过辐射传热到环境中衰减。在这些条件下,可能会导致过度的应变和裂缝。可以通过扩展和改变喷水冷却操作来减少这种影响,以提供与辐射冷却区域的平滑过渡。
因此,在二冷系统设计过程中,应建立满足铸钢完整性和质量的铸流热条件。例如,指定沿线的表面温度。它们通常在 1200 摄氏度到 700 摄氏度的范围内。基于此信息,沿线的冷却速率由传热方程确定。这些计算中的重要参数包括喷水的对流换热系数和每单位表面接触面积的水量(水通量)。选择喷嘴的类型和数量、喷嘴相对于钢绞线表面的位置和水压,以在整个二次冷却区提供所需的水通量和分布。沿钢绞线的每一层通常使用多个喷嘴,具有重叠图案。
通常沿钢绞线建立一系列冷却区,每个冷却区都具有相同的喷嘴配置和传热特性。连续区域的水通量减少,因为所需的冷却速率沿钢绞线长度减小。
在连铸过程中,通过改变水通量来补偿浇注速度、铸坯表面温度、冷却水温度和钢种等铸造条件的变化。
喷水系统一般为循环系统。
钢绞线由一系列保持辊包含,这些保持辊在水平方向上延伸穿过铸件的两个相对面。边缘辊也可以在垂直于浇铸方向的方向上横跨另一对面定位,以进一步增强密封性。机械钢绞线围护和抽出设备构成二次冷却系统的一个组成部分。该设备的基本功能是(i)支撑和引导铸坯从模具出口到铸坯切断操作,以及(ii)以受控的速度驱动铸坯通过CC机器。这两个功能的最终目标是尽量减少 CC 过程中产生的机械应力和应变。
钢绞线支撑涉及对凝固钢形状的约束,该形状由带有液芯的实心钢壳组成。由存在的液态钢的高度产生的铁静压力倾向于使钢膨胀,尤其是在凝固壳厚度较小的模具下方的上层。该位置的膨胀会导致铸钢缺陷,例如内部裂纹、表皮破裂和爆裂。凸出由适当的辊间距控制,该间距通常非常靠近模具下方。随着蒙皮厚度的增加,CC 机器较低层的辊间距逐渐增加。连铸坯的所有四个面通常都支撑在结晶器下方,通常两个面支撑在较低的水平面上。除了铁静压力和表皮厚度外,轧辊间距还取决于铸坯表面温度和铸钢品级。
除了包含钢绞线之外,引导钢绞线从垂直面到水平面的规定弧线的一系列辊子要足够坚固以承受弯曲反作用力。在弯曲过程中,实心钢壳的外半径处于受拉状态,而内半径处于受压状态。产生的应变是圆弧半径和所铸造的特定钢种强度的函数,可能是至关重要的。外半径的过度应变会导致钢失效和表面裂纹。为了尽量减少表面缺陷的发生,同时保持最小的有效圆弧半径,目前采用三点弯曲(三个圆弧,半径逐渐减小)。
多辊矫直机通常在折弯完成后安装。该矫直机将铸坯矫直并完成从垂直平面到水平平面的过渡。在矫直过程中,钢绞线是未弯曲的,这会逆转钢绞线水平面上的张力和压力。
钢绞线由驱动辊牵引通过 CC 机器的不同部分,驱动辊通常位于垂直、弯曲和水平轧辊部分。这种多驱动辊系统设计用于在铸坯表面产生压缩力,以提高表面质量。其目的是推动钢绞线通过 CC 机器,而不是用可能导致表面缺陷的相关拉伸应力拉动钢绞线。此外,使用多组驱动辊沿铸坯长度分配所需的牵引力,从而减少张力的有害影响。驱动辊的正确放置还可以通过施加抵消的压缩力(通过在一组弯曲辊之前放置驱动辊)来减少不利的弯曲和矫直应变。在所有情况下,驱动辊为夹持钢绞线施加的压力都不应过大。过大的压力会使铸件的形状变形。
矫直后,铸坯在辊道上被输送到切断机,在那里将型材切割成所需的长度。有两种类型的切割机,即 (i) 氧燃料割炬和 (ii) 机械剪。富氧火炬通常用于大截面,例如板坯和大方坯。较小的部分,如钢坯,要么用火炬切割,要么用剪刀切割。然后将铸钢产品分组或直接运送到轧机或主要为步进梁式的冷床,以保持铸钢的直线度。
CC工艺示意图及模具区现象如图1所示。
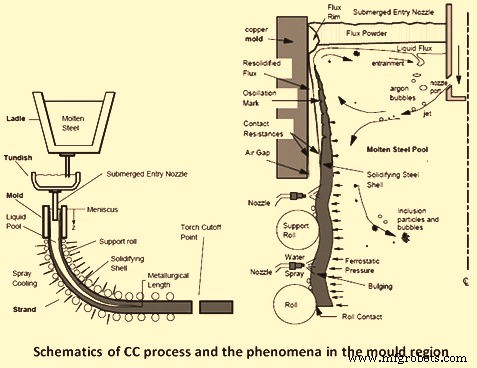
图1 CC工艺示意图及模具区现象
制造工艺