

4 种基本的圆角立铣刀决策
圆角立铣刀通常用于为工件添加特定半径,或在精加工操作中去除锐边或毛刺。在选择您的工具之前,请仔细考虑以下注意事项。选择正确的工具将产生具有较长使用寿命的强大工具,以及您所需的尺寸质量。选择错误可能会导致部分不准确和低于标准的体验。
为圆角立铣刀选择合适的导向直径

导向直径(上图中的 D1)决定了工具的限制。当导向直径较大时,工具能够以较低的速度运行。但是对于较小的导向直径,由于其较大的有效刀具半径,刀具可以运行得更快。有效刀具直径由以下等式确定,具体取决于半径与导向比:
对于半径/先导比 <2.5,有效刀具直径 =先导直径 + 半径
对于半径/先导比 ≥ 2.5,有效刀具直径 =先导直径 + .7x 半径
由于在半径后面添加了材料,较大的导向直径也比较小的导向直径具有更大的强度。在狭窄的槽或孔中工作时,可能需要较小的导向器来清除间隙。在加工内角时,较小的导向器还允许更紧的转弯。
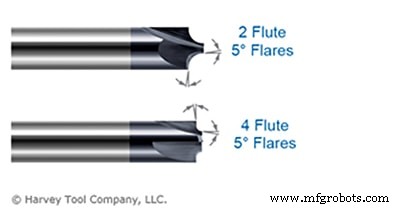
喇叭形或非喇叭形圆角器
在零件上放置完整半径可能会在工件上留下台阶或过切。如果工具未完全拨入或存在轻微跳动或振动,则可能会发生这种情况。导向器和肩部轻微的 5° 扩口将半径平滑地融合在工件上,避免留下过切。
喇叭形圆角立铣刀会留下不完整的半径,但允许更多的容错。此外,该工具可留下干净的表面光洁度,不需要第二次精加工操作即可清除残留痕迹。未扩边的圆角半径在工件上留下完整的半径,但需要更多的设置时间以确保没有台阶。
正面或背面
在圆角立铣刀和后角刀具之间进行选择归结为您正在加工的零件上的位置。应使用后角倒圆立铣刀在与主轴方向相反的零件区域上设置半径。虽然材料可以旋转,并使用前圆角立铣刀,但这会增加不必要的时间并增加循环时间。使用后角倒圆立铣刀时,确保刀头直径有适当的间隙,并使用正确的伸展长度。如果间隙不够,则需要调整工件。

长笛计数
这些工具通常以 2、3 和 4 长笛样式提供。 2 刃样式通常用于铝和有色金属材料,尽管 3 刃很快成为这些材料更受欢迎的选择,因为它们比钢更软,因此可以在不影响刀具寿命的情况下获取更大的切屑。加工钢时应选择 4 刃,以通过将磨损分散到多个齿上来延长刀具寿命。与 2 或 3 刃工具相比,4 刃版本也可以在更高的进给下运行。
圆角立铣刀选择总结
最好的圆角立铣刀因工作而异。一般来说,选择具有最大导向直径的刀具是您最好的选择,因为它具有最大的强度并且由于其较大的有效刀具直径而需要较少的功率。如果允许工件具有不完整的半径,则最好使用喇叭形圆角器进行混合,因为这样可以提供更多的容错性并可以节省设置时间。但是,如果不是,则应使用未扩口的圆角器。通常情况下,在长笛数量之间进行选择很大程度上归结为用户偏好。较软的材料通常需要较少的凹槽。随着材料变得更硬,您的工具上的凹槽数量应该会增加。
数控机床