

打印设计第 2 部分:为什么 3D 打印部件会翘曲以及如何阻止它
Designing for 3D Printing (DF3DP) 是一个博客系列,专门介绍使用任何 3D 打印机时要遵循的 3D 打印技巧和窍门,它将指导您降低成本、打印时间和材料,同时还向您展示如何获取零件您希望他们先尝试的方式。
如果您曾经使用过 FFF 3D 打印机,您可能已经经历过大型、长形或形状奇特零件的零件翘曲。通常这意味着您要么必须进行一些后期处理以使它们再次平坦,要么您必须接受处理您可能认为打印平坦的不平坦底面。
3D 打印部件翘曲是一个棘手的问题;仅仅因为 3D 打印机可靠,并不意味着它不会出现这个问题。 3D 打印部件因热变形而翘曲。当塑料加热时,它们会膨胀。当它们冷却时,它们会收缩。由于 FFF 3D 打印几乎总是涉及热塑性塑料,因此几乎每台 FFF 3D 打印机都会发生这种情况。在打印机方面,有两个东西可以解决翘曲问题:加热的构建板或加热的外壳。这两种解决方案使零件保持温度,因此不会冷却,因此不会翘曲。简单的!其他 3D 打印机将有一个外壳来保持热量,和/或粘合剂应用于构建板(如我们的),这通常最终也有助于减少翘曲。此外,在移除零件之前让零件冷却至室温将减少翘曲,因为零件在冷却时仍粘附在构建板上。
但实际上,这与系统无关,而与零件设计有关。 “3D 打印机可以打印任何东西”的概念是不正确的(在以后的博客文章中将详细介绍!),因为 3D 打印机通常具有与其他制造方法一样多的限制和设计指南。举个例子,FFF 3D 打印机可以创建的最小特征尺寸取决于喷嘴直径和龙门精度。无论如何,许多零件只是因为 FFF 3D 打印机的材料限制以及未针对 3D 打印优化的零件设计而发生翘曲。
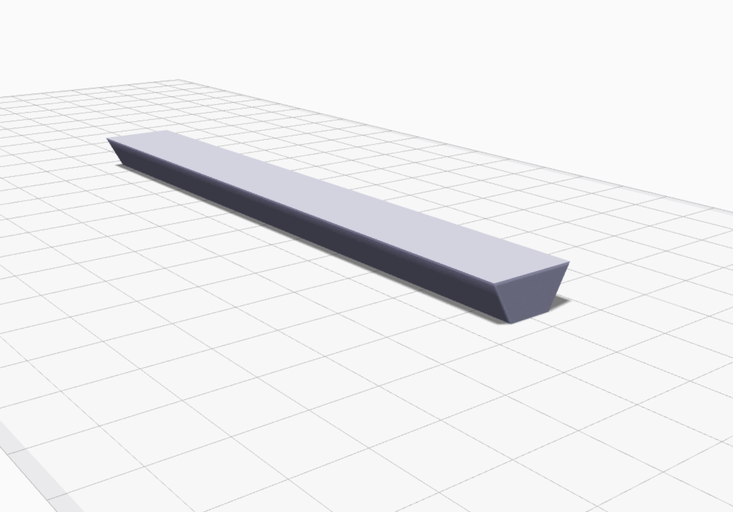
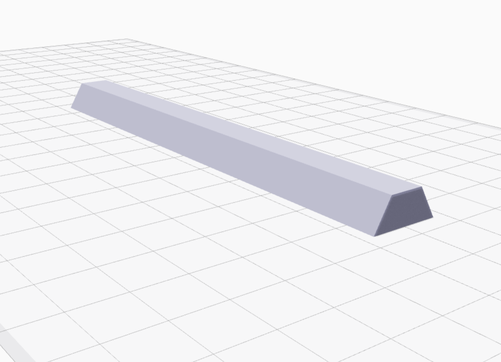
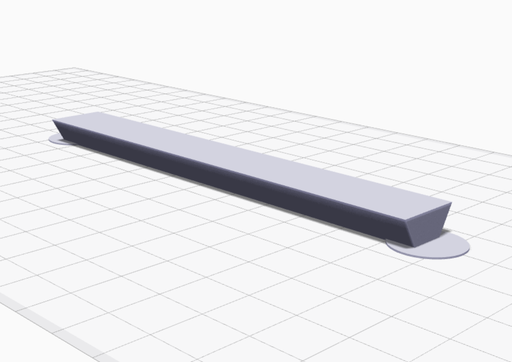
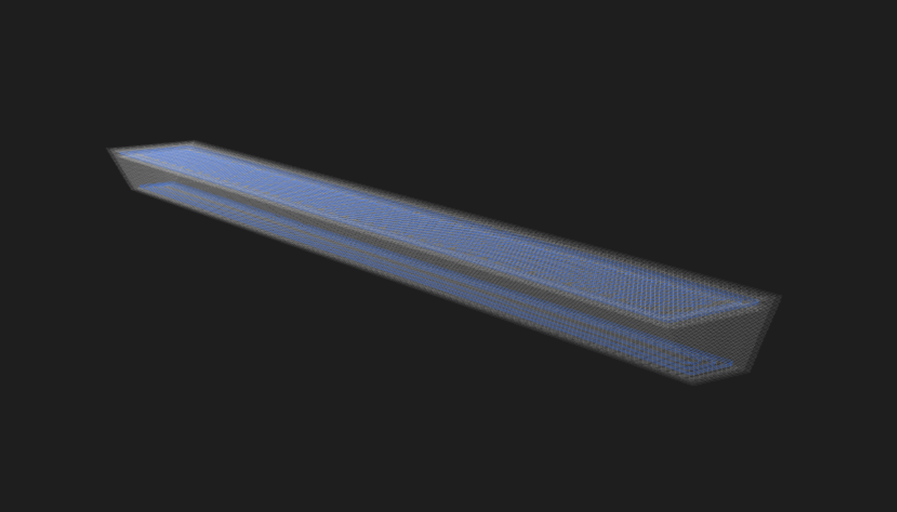
我设计了一个简单的三棱柱,在一个边缘上被截断,它很容易翘曲(原因你很快就会知道)。这是 Eiger 中的 3D 模型:
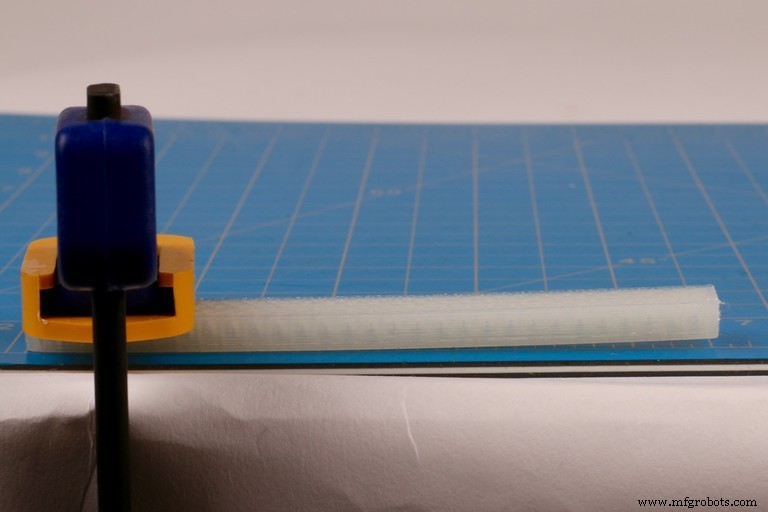
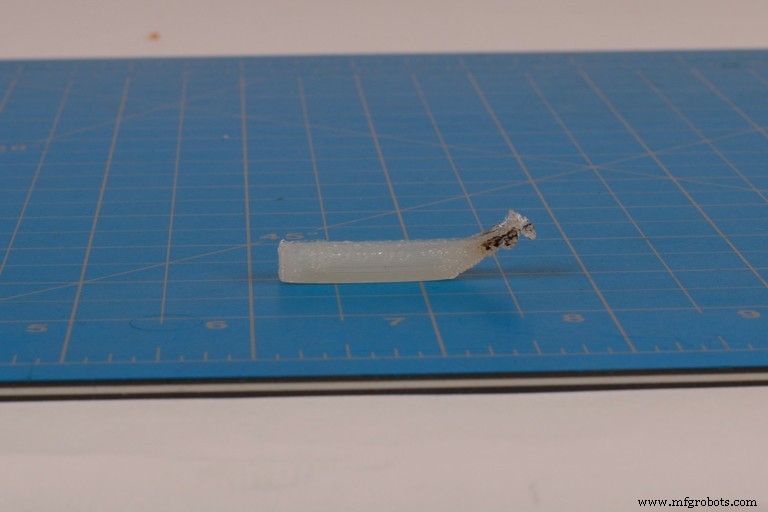
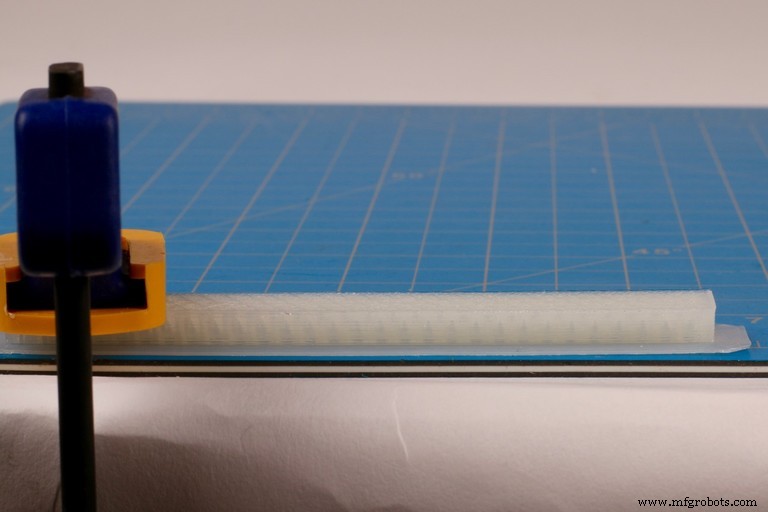
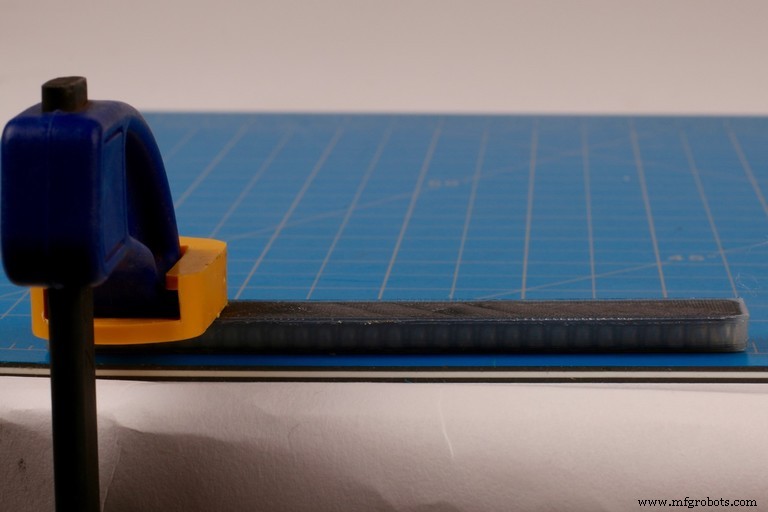
这是零件从构建板上脱落后翘曲的镜头。为了演示翘曲,我夹住了桌子一侧的工件并观察了另一侧的变形:
这五个技巧可用作 3D 打印设计指南,以便您可以在设计过程中减少 3D 打印部件的翘曲。我希望他们有所帮助!
1.圆角边缘和设计考虑到圆形、自然形状。
当 3D 打印部件翘曲时,这是因为部件边缘周围形成的热力矩。这种热力矩是因为当 FFF 打印机放下灯丝时,它们会加热塑料直到它变成半流体,然后在挤出后冷却它。当大多数材料冷却时,它们会收缩。对于 FFF 3D 打印机,这意味着每条“线”材料都需要纵向收缩。通常,这不足以破坏与构建板的粘合,但是随着层数的增加,这种力会增加,从而使部件翘曲。由于纵向收缩,这对于长而薄的零件尤其常见,例如我在这篇文章中使用的测试件。
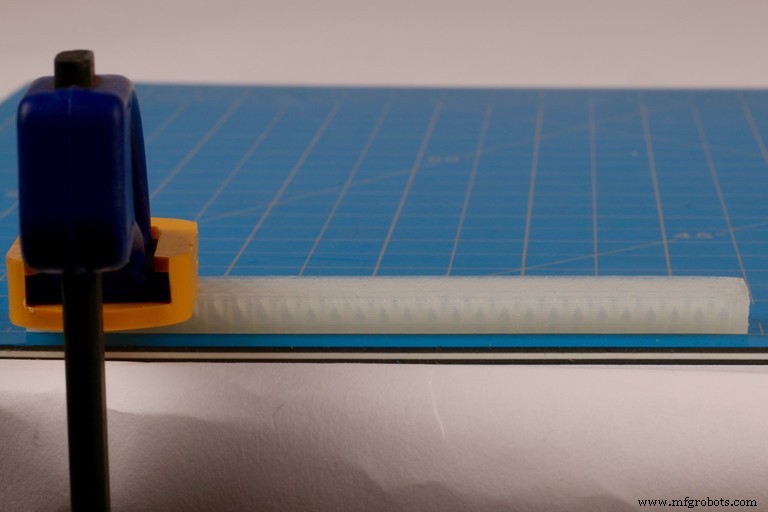
当在想要收缩的线段上添加更多的角时,角会因为该位置的应力积累而剥落,如下图所示:
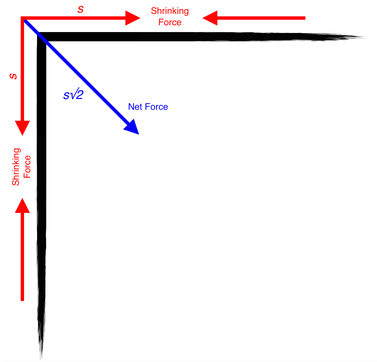
尖角会产生应力集中,因此角是导致翘曲的最常见几何形状。在这些角上添加圆角会减少应力集中,因为尖角会变圆,并且应力会分布。通常,在接触构建板时创建形状更圆的横截面将减少翘曲——当工程师设计零件时,它们通常最终呈矩形;这通常是最容易加工的。但是从一开始就设计更圆润、更自然的形状和表面会减少翘曲,因为它可以分散压力。下面,我通过在角上添加圆角来编辑测试件。
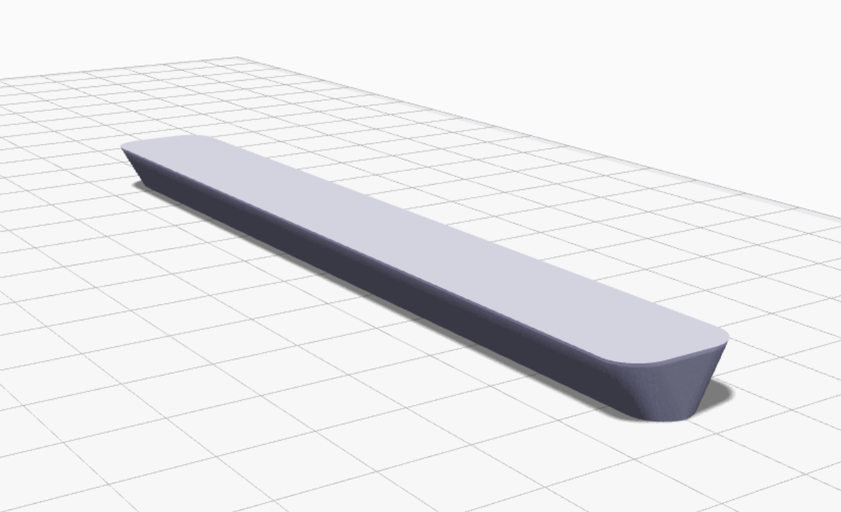
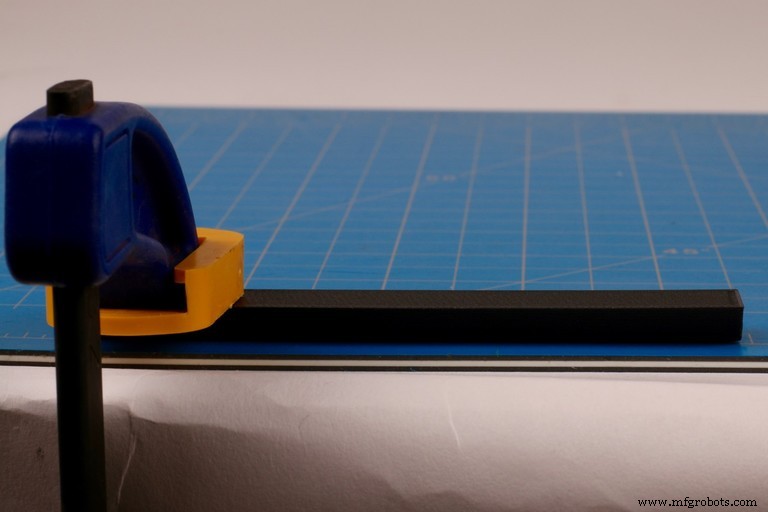
即使进行了这种简单的更改,边缘的圆角也显着减少了翘曲。
另一个关于圆角的快速提示——在零件的底部边缘添加圆角可以让您更轻松地将其从构建板上移除——它提供了一个很好的唇缘,可以将刮刀放在下面!
2.打印底部最大面的部件。
随着层层堆叠在一起,这些力会成倍增加。如果刚刚放下的那一层上面的层稍大一点,那么就会有更多的材料想要收缩,所以力会进一步增加。这意味着 3D 打印最糟糕的形状是在向上时具有更大横截面的形状,以及在长而直的部分后具有尖角的形状,就像我们的翘曲测试一样!
然而,零件并不总是只在底层发生翘曲——只要存在这些几何条件,就会发生翘曲。经常长的、挤压的悬垂由于同样的原因最终会卷曲,即使它们得到支撑,如下面的这个细长的斜悬垂所示:
因此,在 3D 打印零件时,重要的是尝试在底部获得最大的面,因为随着堆叠层顶部的横截面变大,零件往往会翘曲。此外,接触构建板的表面积越大越好,因为更大的表面积会更好地保持。我以如下所示的方向颠倒打印了截断棱镜:
正如您所料,没有翘曲:
虽然这是一个简单的例子,对于这样的零件,可能很明显它应该以最大的面朝下打印,但在某些情况下并不那么明显,因此请记住在设计零件时考虑构建方向。
3.添加帽檐
可以使用“边缘”工具将边缘添加到零件上,这实质上是为零件周围的构建板增加了一些额外的接触区域。
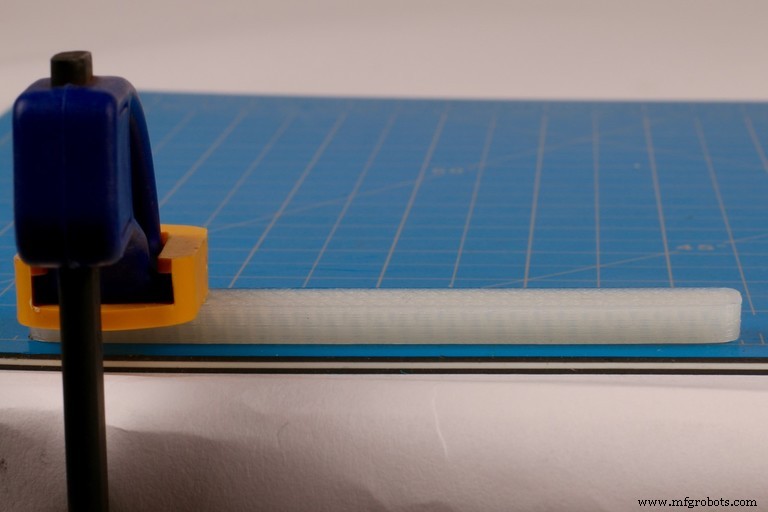
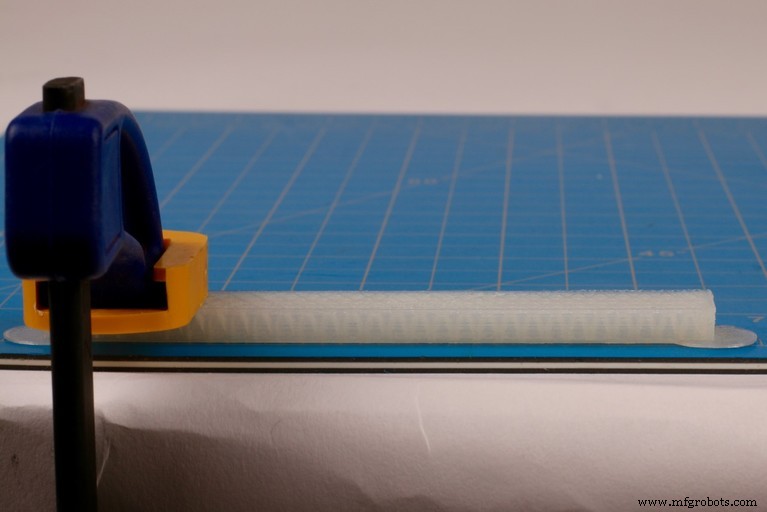
出于两个原因,这可以减少翘曲或卷曲。一,零件有一个“扩展”的底面,这意味着与构建板的接触比正常情况下要大。第二,发生的任何翘曲都会转移到边缘,这将是最糟糕的。边缘还为支撑结构提供了更好的表面。我们的支撑结构是细长的线条,正如我在上面解释的那样,它确实想要收缩。如果您的零件下方有很多支撑材料,则帽檐将为支撑结构提供良好的表面。支撑不会卷曲太多,因为它们粘在边缘 - 一个平坦的大面积表面粘在构建板上。下面是带帽檐部分的测试:
4.自己做帽檐
有时,由于构建板接触点几何形状奇特,零件仍会翘曲,因为边缘可能不够大或不够弯曲。在这些独特的情况下,可能需要对自己的帽檐进行 CAD 设计。在这些情况下,建议在零件的所有角落添加薄而圆的“点”,这将在发生翘曲的关键点处提供与构建板更多的表面积接触。
我自己设计的帽檐和我们的预制帽檐一样可以消除翘曲,并且可能对更复杂的零件派上用场:
5.为您的零件添加复合纤维
Mark Two 的独特功能之一是能够在组件内部铺设纤维以制造更坚固、更坚固的 3D 打印部件。由于 Markforged 3D 打印机的复合材料能力,为了减少零件的翘曲,您可以在底部几层添加纤维以增加其刚度。
这基本上迫使底层平整,使它们几乎不可能翘曲。但是,如果您这样做,请记住通过在零件的顶部和底部表面创建纤维夹层来平衡复合材料,以优化扭转强度,如本博客文章中所述。如您所见,在没有对原始零件进行设计更改的情况下,测试经纱片保持平坦:
额外提示:使用 Onyx 打印!
如技巧 #5 中所述,可以使用我们的连续纤维制造 (CFF) 方法从材料的角度解决最小翘曲问题。但是我们的一些其他材料在解决这个问题时也能派上用场。 Onyx 是我们的微碳增强灯丝,在加热下几乎不会变形。这意味着它的翘曲度比我们的标准尼龙要少得多,并且可以制造出尺寸更加稳定的部件。您可以在此处阅读有关 Onyx 尺寸稳定性的更多信息。在没有纤维增强的情况下,Onyx 灯丝保持稳定:
我希望这篇文章能帮助您了解 3D 打印部件翘曲的原因以及如何改进您的设计以消除翘曲!如果您想尝试自己的实验来减少 3D 打印部件的翘曲,请自己尝试使用 stl 文件和 mfp 文件!如果您对以后的博客文章有任何问题、建议或想法,请通过 [email protected] 告诉我们。
3D打印