

3D 打印中穿线和添加嵌件的技巧
关于将嵌件螺纹加工和组装到 3D 打印零件中,您需要了解一件基本的事情:您可以制造什么和不能制造什么取决于零件和嵌件的材料特性。要记住的第二件事:只要有可能,就为标准丝锥和刀片进行设计是值得的。
 使用 SLS 和 MJF 构建的组件可以使用黄铜热固嵌件。
使用 SLS 和 MJF 构建的组件可以使用黄铜热固嵌件。 带热固嵌件的 SLS 和 MJF 零件
使用选择性激光烧结 (SLS) 或多射流融合 (MJF) 工艺打印的尼龙部件可以利用标准尺寸的黄铜热固嵌件。为什么是黄铜?黄铜是一种软金属,退火温度低。在将黄铜嵌件放入孔中之前,它们会用烙铁快速加热。这会使尼龙变形,使其流动并填充嵌件周围的空隙,从而在冷却后围绕嵌件提供牢固的抓握力。在您的设计中使用黄铜热固嵌件也有助于确保耐用性。如果您需要不同于黄铜的热固嵌件,也可以选择铝制或不锈钢制嵌件。
SLS 和 MJF 部件的热固插入强度
我们已经对安装在尼龙中的热固嵌件进行了一些内部抗拉强度测试,以下是您可以期待的结果。虽然有很多变量在起作用,但具有更大表面积的更大和更长的插入物比小的插入物更坚固。我们的测试表明,最大负载范围从非常小的插入物的大约 100 磅到我们最大的插入物在某些情况下超过 700 磅。这会给您带来一些局限性,但我们建议针对您的特定应用测试功能,尤其是当您的部件会遇到突然、重复和/或不均匀的负载时。同样重要的是要知道,相同螺纹尺寸的更长/更高的刀片比更短的刀片更坚固。增加的强度因刀片尺寸而异,但我们的测试表明,与较短的刀片相比,高刀片可增加大约 30% 的拉伸强度。
带有压入配合插入件的 SLA 零件
对于使用立体光刻 (SLA) 工艺打印的零件,插入样式会有所不同。在这种情况下,使用标准压配合插入件。他们不需要加热来凝固。相反,这些压入式嵌件用环氧树脂加固,以增加强度和安全性。
攻丝 SLA、SLS、MJF 部分
在 3D 打印塑料上攻丝孔不如组装嵌件常见。但是,在您的情况下,如果保持一致的美观性很重要或者不需要金属特性,则攻丝可能比插入件更受欢迎。我们备有标准尺寸的水龙头,但如果您需要什么,尽管问。以下是我们常备的热固嵌件、压配嵌件和丝锥的清单。我们可以与您合作,确保选择合适的深度。
库存刀片和丝锥尺寸
| 用于尼龙部件的库存热定形嵌件 | 用于 SLA 零件的库存压配合插入件 | 适用于 SLA 部件的丝锥尺寸 | 适用于塑料零件的丝锥尺寸 | ||
| 标准 | 指标 | 不扩散核武器条约 | |||
| 0-80 | 0 - 80 | 0 - 80 | M1.2 x .25 | 1/16 - 27 | 2-56 |
| 2-56 | 2 - 56 | 1 - 64 | M1.4 x .25 | 1/8 - 27 | 4-40 |
| 4-40 | 4 - 40 | 1 - 72 | M1.6 x .35 | 1/4 - 18 | 6-32 |
| 6-32 | 6 - 32 | 2 - 56 | M2×0.4 | 1/2 | 8-32 |
| 8-32 | 8 - 32 | 3 - 48 | M3×0.5 | 3/8 - 18 | 10-24 |
| 10-24 | 10 - 24 | 3 - 56 | M4×0.7 |
| 10-32 |
| 10-32 | 10 - 32 | 4 - 40 | M5×0.8 |
| 1/4"-20 |
| 1/4"-20 | 3/8 - 16 | 4 - 48 | M6×1.0 |
| 1/4"-28 |
| M1.6×0.35 | 1/4 - 20 | 5 - 40 | M8×1.0 |
| 5/16"-18 |
| M2×0.4 | 5/16 - 18 | 6 - 32 | M8×1.25 |
| 3/8"-16 |
| M2.5×0.45 | M1.6 - .35 | 6 - 40 | M12×1.75 |
| 1/8"-27 |
| M3×0.5 | M2-0.4 | 8 - 32 | M14×1.0 |
| 1/2"-13 |
| M4×0.7 | M2.5 - 0.45 | 8 - 36 | M18×1.0 |
| M2 x 0.40 |
| M5×0.8 | M3-0.5 | 10 - 24 | M20×1.5 |
| M2.5 x 0.45 |
| M6×1 | M3.5 - 0.6 | 10 - 28 |
|
| M3 x 0.50 |
| M8×1.25 | M4-0.7 | 10 - 32 |
|
| M3.5 x 0.60 |
| M5 - 0.8 | 12 - 24 |
|
| M4 x 0.70 | |
| M6-1.0 | 1/4 - 20 |
|
| M5 x 0.80 | |
| M8 -1.25 | 1/4 - 28 |
|
| M6 x 1.00 | |
| 3/8 - 16 |
|
| M8 x 1.00 | ||
|
|
| 3/8 - 18 |
|
| M8 x 1.25 |
|
|
| 3/8 - 24 |
|
| M10 x 1.00 |
|
|
| 5/16 - 18 |
|
|
|
|
|
| 5/16 - 24 |
|
|
|
|
|
| 7/16 - 20 |
|
|
|
|
|
| 7/16 - 14 |
|
|
|
|
|
| 1/2 - 12 |
|
|
|
|
|
| 1/2 - 20 |
|
|
|
|
|
| 3/4 - 16 |
|
|
|
|
|
| 5/8 - 18 |
|
|
|
|
|
| 9/16 - 18 |
|
|
|
|
|
| 15/16 - 16 |
|
|
|
塑料 3D 打印部件中的攻丝和嵌件设计
在确定您需要的丝锥或嵌件的类型和尺寸时,请务必向我们提供明确标明螺纹尺寸、螺距和深度要求的技术图纸。在设计热固嵌件时,请务必遵循下表中的指南以获得最佳配合。虽然我们不能保证嵌件的配合尺寸或深度,但我们确保它们与零件表面齐平。在某些情况下,我们会根据客户的特定要求构建定制夹具。
热固和压装嵌件的设计要求:
- 最小壁厚 :0.030 英寸(0.762 毫米)
- 到相邻要素的最小距离 :0.250 英寸(6.35 毫米)
- 相邻要素的最大高度 :4.0 英寸(101.6 毫米)
金属 3D 打印部件中的追螺纹与攻螺纹
如果您正在寻找金属原型的功能螺纹,您应该建模并打印螺纹的结构。构建完成后,可以用手敲击螺旋结构以确保功能正常。这对于许多非精密应用来说已经足够实用,而且它更便宜、更快,因为它不需要完整的加工设置。有些客户选择自己追线,但我们可以以相对较低的成本做到这一点。自追螺纹的缺点是螺纹的对齐和质量不会那么精确。如果打印线程的方向不正确,可能会导致最终位置精度或对齐度出现非常小的损失。因此,如果您的零件有生产设计要求,建议在构建后加工最终螺纹以确保准确性。机加工螺纹可以保持更严格的公差。值得注意的是,在选择材料时,使用 Inconel 718 和钴铬合金加工螺纹很困难,因为这些金属比丝锥本身更硬。这使得这两种材料中的小螺纹特别困难。
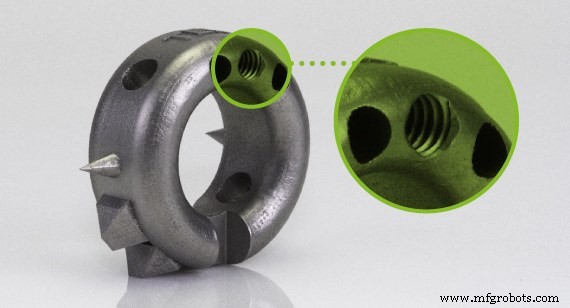
 这是一个真实的部分,突出显示了打印、开槽和螺纹螺纹的精度差异。
这是一个真实的部分,突出显示了打印、开槽和螺纹螺纹的精度差异。 对金属零件进行追光或攻丝的优势
| 追逐话题 | 点击线程 |
| 更快的交货时间 | ✔ |
|
| 经济的定价 | ✔ |
|
| 功能原型 | ✔ |
|
| 精密零件 |
| ✔ |
 金属 3D 打印零件可以加工螺纹,但在 Inconel 制成的零件中加工螺纹可能具有挑战性和钴铬材料。
金属 3D 打印零件可以加工螺纹,但在 Inconel 制成的零件中加工螺纹可能具有挑战性和钴铬材料。 金属 3D 打印部件中的攻丝和嵌件设计
当您获得零件报价时,请务必在技术图纸上提供所有必要的螺纹信息。我们可以查看任何清楚标明螺纹尺寸、螺距、配合等级和位置要求的技术图纸以供报价。
特殊要求插入等
所以,这是我们通常如何接待 3D 打印客户的概述。也就是说,如果您有开箱即用的设计要求,请不要回避询问我们。您可以随时将您希望我们使用的插件寄给我们,或者我们可以为您订购。我们甚至可以为更大的零件采购更大的嵌件。需要组装定位销吗?我们为您服务。只是问。我们始终根据您的设计要求来审查您的零件。别忘了,当涉及到 3D 打印零件的螺纹和嵌件时,我们的应用工程师会在这里帮助指导您完成交货时间、成本分析和设计目标。
Rachel Hunt 是 Protolabs 的 3D 打印服务线经理 .
工业技术