

设计 3D 打印特斯拉涡轮机 - 第 2 部分
简介
这是两部分系列的第二部分,详细介绍了带有 Markforged 零件的机加工特斯拉涡轮机的改装。在第一期中,我们介绍了特斯拉涡轮机,讨论了哪些部件适合 3D 打印,并用 Markforged 部件替换了涡轮机外壳。现在,我们将处理涡轮机改造的另一个印刷部件:轴承座。
特斯拉涡轮轴承外壳
当涡轮机外壳围绕轴组件时,它不会接触它。取而代之的是,一个称为轴承座的中间部件用螺栓固定在涡轮机壳体上,并用两个完美同心的轴承固定轴组件。通过悬臂轴承座侧面的转子,原始设计者确保转动原始零件的机械师可以轻松验证轴承孔的同心度。这是至关重要的。在 24,000 rpm 时,涡轮转子中的任何未对准都可能导致灾难性故障。在铝制外壳中(如最初加工的那样),每个轴承配合的公差为 +0/-.0004”。极紧的公差确保压配合良好,不会太紧而阻碍轴承的旋转。虽然这部分可以在 Markforged 机器上制造,但它比涡轮机外壳要高得多。

增材制造设计变更
虽然这部分绝对是可打印的,但由于一些原因,它比涡轮机外壳面临更大的挑战。首先,轴承配合必须精确和同心;然而,由于 Onyx 的表面硬度降低,公差可能会稍微宽松一些。这是因祸得福,因为达到 +0/-.001" 公差比铝要求的要现实得多。其次,我们需要能够精确打印挡圈凹槽和悬垂法兰。这两者都需要重要的支撑材料,可以从难以接近的区域移除而不会损坏零件。值得庆幸的是,我们的剥离支撑可以轻松打印固定环凹槽和法兰。第三,我们需要在部件中安装大量纤维,尤其是在轴承周围。如果零件变形,那么我们通过轴承配合实现的任何精度都将失效。该部件足够大,可以在每个轴承周围安装六个纤维环;这是足够的支持。
打印外壳
我们所有的机器都可以达到严格的公差。为了证明这一点,我们决定打印两个版本的轴承座:一个在 Mark Two Enterprise 上,另一个在 Mark X 上进行激光尺寸验证。
标记两个房屋
为了在 Mark Two 上打印严格的公差,我们必须使用独立测量的单元测试。我们在之前的博文中明确介绍了单元测试;它们在允许我们在没有闭环设计的情况下打印严格的公差方面非常有用。对于轴承座,我们将两个轴承配合中的每一个抽象到环并打印多个单元测试。在每个单元测试打印后,我们会尽可能准确地测量内径(用卡尺测量内部 3D 打印圆可能非常困难)并在 CAD 中调整我们的零件尺寸。在对每个轴承配合进行两次迭代后,我们将每个新尺寸合并到整个零件中并打印出来。只有在测量和验证整个零件后,我们才尝试插入硬件。如果一切按计划进行,轴承就可以紧密地压入配合,我们就可以将轴承座安装到涡轮机壳体上。
Mark X Housing
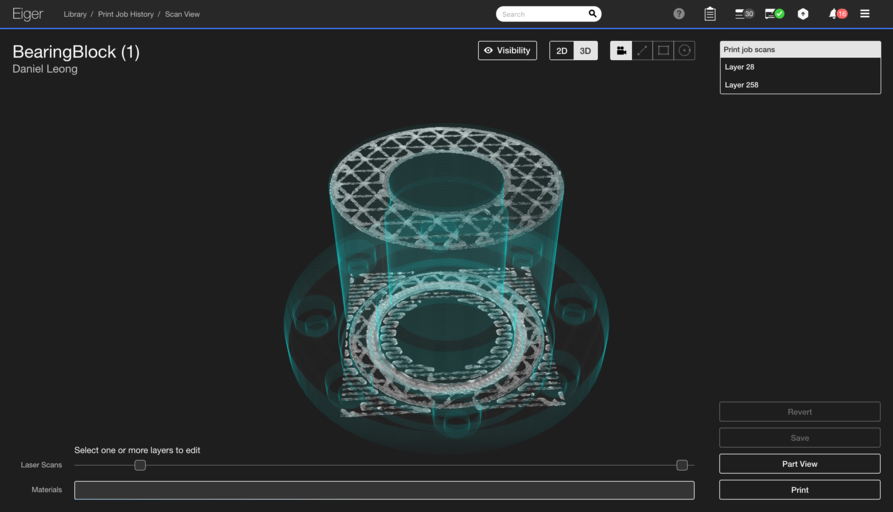
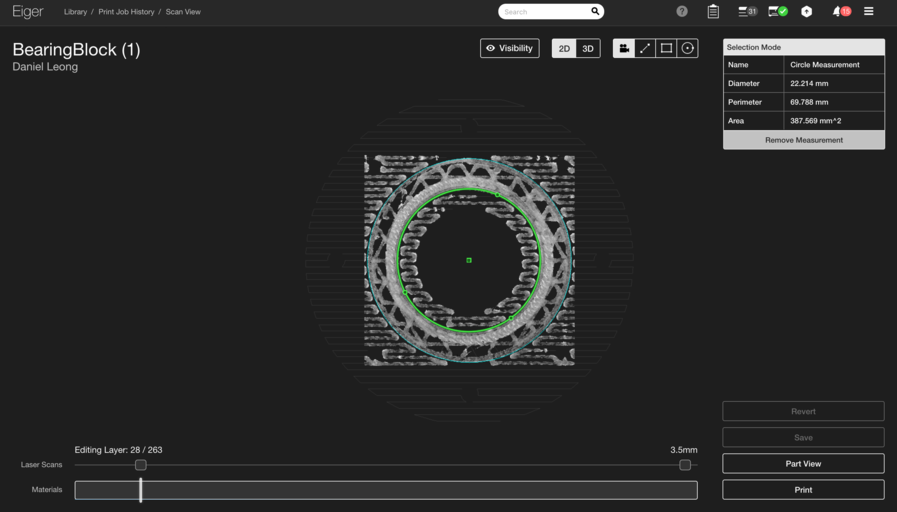
由于 Mark X 上的尺寸保证仍然经过人工验证,我们不能简单地打印出完美的零件。但是,激光尺寸标注极大地简化了我们的流程。我们没有使用单元测试(虽然很好,但仍然存在无法验证公差的风险,因为仍然需要复制具有公差尺寸的单元测试),我们在包含每个两个关键的轴承配合。这使我们能够在打印过程中验证每个轴承的配合,而无需使用卡尺。虽然我们在第一次尝试时设法达到了两个容差(排除了重印的必要性),但缺少任何一个容差都会导致简单的重新尺寸和重印。此工作流程无需干预,而且比使用单元测试简单得多。
结论
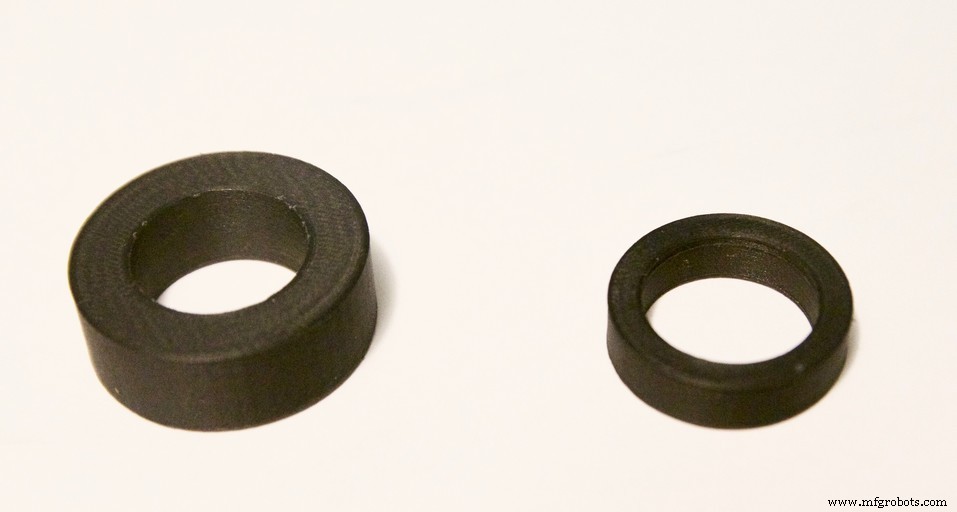
虽然复杂,但事实证明,轴承座是紧公差 3D 打印的重要应用。我们验证了我们可以在 Mark Two 和 Mark X 上打印一个功能部件,只需很少的设计更改。更好的是,外壳可以互换工作;两者都允许涡轮转子完美地旋转。

想看到更多这样的 Markforged 机器应用吗?在 Facebook、Twitter、Instagram 和 Linkedin 上关注我们以获取更多更新!
3D打印