

保持冷静,继续打磨
在生产磨削操作中,零件表面的波纹是机器或工艺出现振动问题的潜在线索。效果可能会在检查中看到,或者如果有研磨或抛光步骤,效果可能会在去除波浪所花费的时间增加中看到。根据诺顿砂轮制造商 Saint-Gobain Abrasives 的说法,在这一点上,商店几乎总是试图通过对工艺进行一些简单的改变来解决振动问题。而这种简单的改变可能是一个很好的方法。
事实上,表面上的那些波浪,通常被称为颤振,可能表明适当的修复。例如,在平面磨床上加工的零件上,振动频率(每分钟循环次数)等于工作速度(英寸每分钟)除以两个连续颤动标记之间的距离(英寸)。利用这个关系找到振动频率,如果它与磨削主轴的转速相匹配,那么这表明砂轮、轮缘或磨削主轴可能是罪魁祸首。更换车轮,拧紧法兰螺栓,或者只是改变速度,这些可能足以解决或控制振动问题。
展开 展开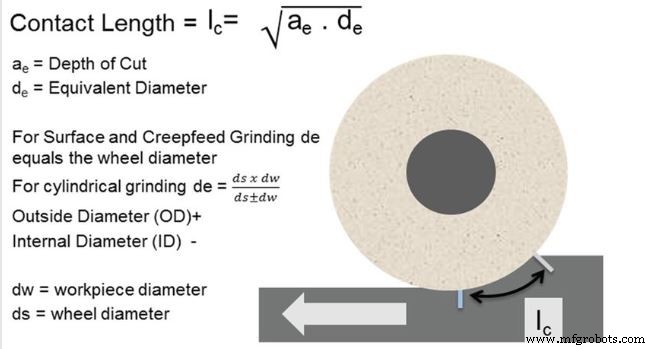 如何计算contact-length过滤的contact-length。
如何计算contact-length过滤的contact-length。 但在其他情况下——一些涉及机器的其他部分,一些涉及系统的固有频率——简单的修复不足以充分解决问题。在这些情况下,最好的反应是维修机器,修理任何故障的机器元件,使振动影响工件。但是服务需要时间,这意味着将机器停产。对于需要在短期内继续运营的商店,研究人员已经证明了一种在不影响生产力和暂时不停机的情况下克服振动影响的过程。
以下内容源自圣戈班公司应用工程师 John Hagan 和 Mark Martin 撰写的关于“接触长度过滤”技术的论文。通过在增加切削深度的同时降低工件进给率,可以消除剧烈振动的影响,而不会对整体生产率产生任何净影响。
大轮工作比
接触长度滤波的目的是使车轮与工件的接触长度相对于受振动影响的表面波长而言非常大。当前者相对于后者足够高时,砂轮有效地消除了工件上与振动相关的峰值,即使振动仍在发生,也会使表面平滑。当切削深度增加进给速度的倍数时,材料去除率(因此生产率)可以保持不变。
切削深度控制接触长度。显然,接触长度的增加需要避免材料烧伤、工件偏斜等不利影响。与标准切削条件相比,砂轮的切削深度增加至较重的水平,但仍避免了这些不良影响。
同时,进给速度(或工作速度)控制着零件中振动痕迹的波长。较慢的工作速度会缩短波长。
当车轮到工件的接触长度的两倍超过颤振或表面波纹的波长时,接触长度过滤开始获得光滑的表面。也就是说,颤振降幅所需的条件是……
2 x 接触长度 (lc )≥颤振波长(λ颤振)
...上面的两个数字定义了接触长度 (lc ) 和颤振波长(λchatter) .
研究人员说,这项技术并不总是有效。不可能在每个过程中都获得足够低的振动波长或足够长的接触长度。在这些情况下,唯一剩下的解决方案就是无论如何都需要执行的解决方案,即花时间识别和纠正振动的根本原因。请参阅侧边栏,了解接触长度过滤在极端振动情况下对加工光滑表面有效的案例。
本文由 Modern Machine Shop 的主编 Peter Zelinski 撰写 最初出现在 2018 年 12 月的版本中。经许可转载。
工业技术