

HP Multi Jet Fusion 设计指南

Multi Jet Fusion 能够使用添加剂技术高效生产最终用途的尼龙部件。这是设计团队的清单。
简介
什么是多射流融合?
Multi Jet Fusion (MJF) 是一种工业形式的 3D 打印,可用于将功能性尼龙原型生产到具有出色设计自由度和机械性能的大批量生产零件。 MJF 工艺的工作原理是使用喷墨喷嘴在铺有尼龙粉末的床上选择性地分布熔合剂和细化剂。与选择性激光烧结使用激光将粉末熔化成固体材料不同,MJF 打印机使用连续的扫掠运动来分配试剂并在打印床上逐层施加热量,直到零件完成,MJF 可以生产高质量的零件高速。
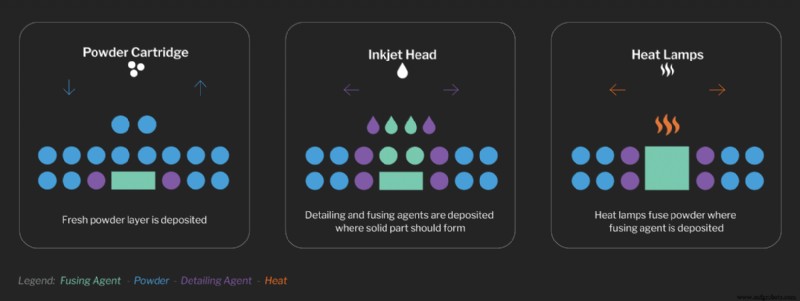
这种制造过程也不需要支撑结构来生产零件,从而可以创建复杂的几何形状,例如内部通道或共同打印的组件。 MJF 零件具有与注塑成型零件相当的机械性能,但不需要昂贵的模具。
可制造性设计将大大有助于确保最佳的零件质量和产量,最大限度地减少后处理需求,并降低成本。这是一个快速清单,可帮助您的团队确保您遵循 MJF 设计最佳实践。
1。 MJF 是否适合我的项目?
在深入研究设计变更之前,确保 MJF 流程满足所有产品要求非常重要。这里有几个问题要问自己:
是否有任何材料符合我的产品要求?
虽然 MJF 有很多优势,但它的批准材料清单有限。 PA12 及其玻璃珠对应物在硬质塑料应用中相当通用。 TPA 是一种柔性聚酰胺,可用于需要弹性材料的地方。如果可用材料不满足特定要求,您可能需要考虑不同的工艺。
我的零件是否适合构建体积?
一个关键的限制因素是机器的构建体积,Jet Fusion 4200 的体积为 380 x 380 x 284 毫米。在某些情况下,大型零件可以打印为较小的子组件,并使用粘合剂或机械接头进行组装。在这种情况下,燕尾接头等设计特征可能有助于对齐和粘合。
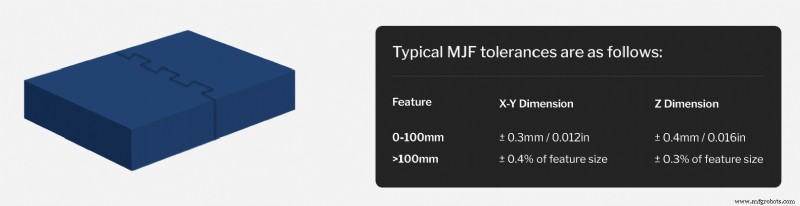
我需要达到任何严格的公差吗?
虽然添加剂和注塑成型公差之间的差距正在缩小,但重要的是要确保 MJF 的公差在您的装配范围内是足够的。
2。有没有可以少用材料的地方?
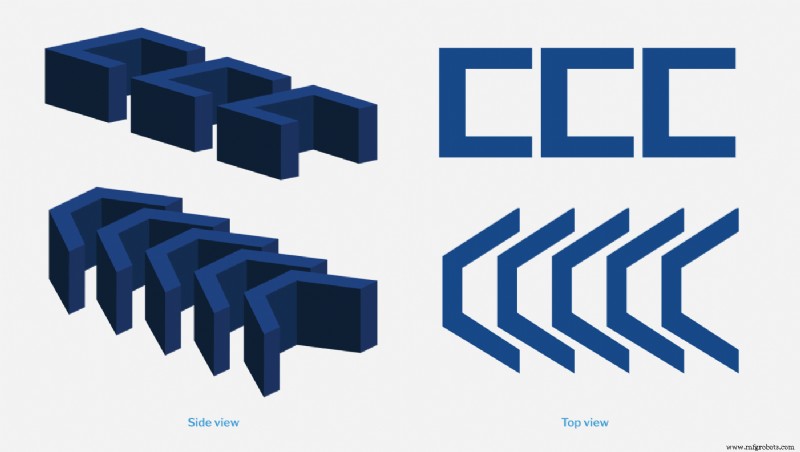
在大多数情况下,MJF 缺陷是由构建过程中产生的热梯度引起的。如果材料冷却不均匀,工件可能会翘曲或产生下沉。又长又薄、横截面突然变化或曲面很薄的零件特别容易发生收缩引起的翘曲。
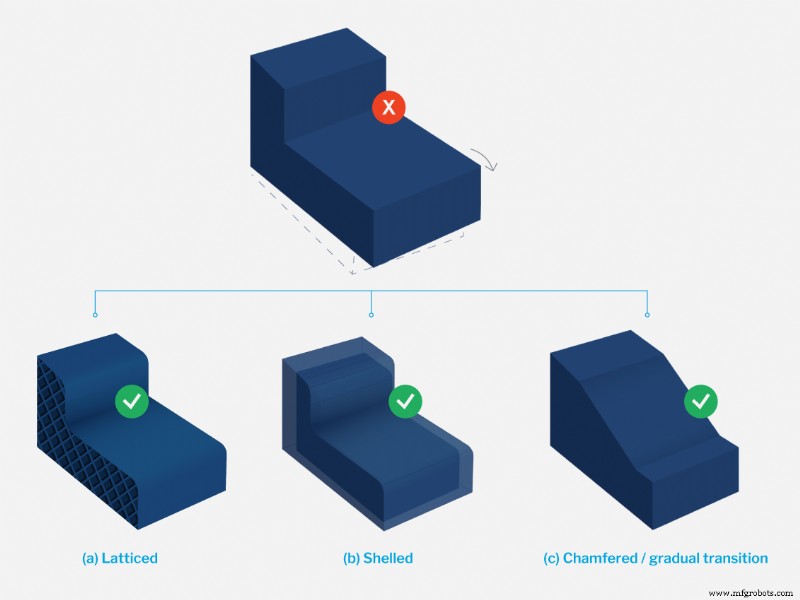
通过使用口袋、脱壳、晶格和拓扑优化,尽可能从零件设计中去除材料是减少和防止这些缺陷的关键。避免横截面发生较大变化是另一种限制翘曲的方法。确保在整个零件设计中根据需要合并倒角和圆角,以使不同特征之间的过渡更加平缓。
3。我的特征是否超过最小阈值大小?
一般来说,MJF打印件的壁厚至少应为1.5mm。小的设计特征也应不小于 1.5 毫米,但一些特征,如狭缝、压花、雕刻或孔和轴的直径可以小至 0.5 毫米。对于浮雕或凹纹文字,字体应不小于 6pt(约 2mm),深度至少应为 0.3mm。
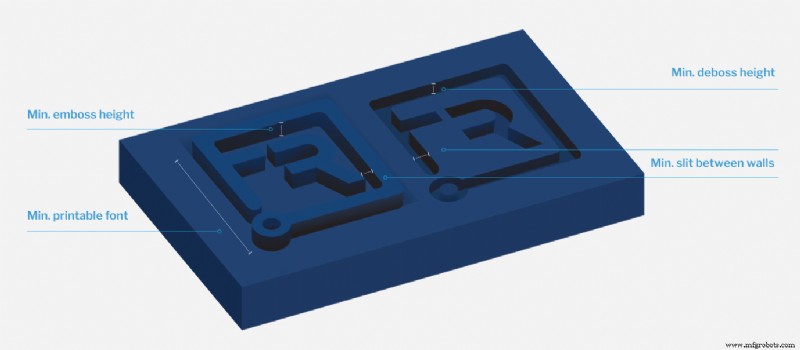
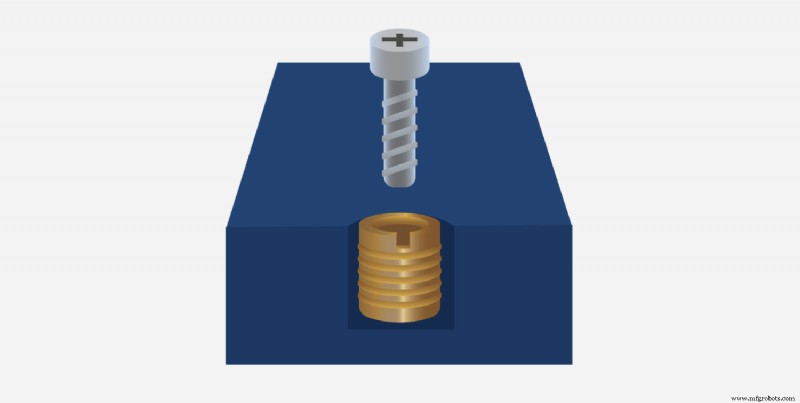
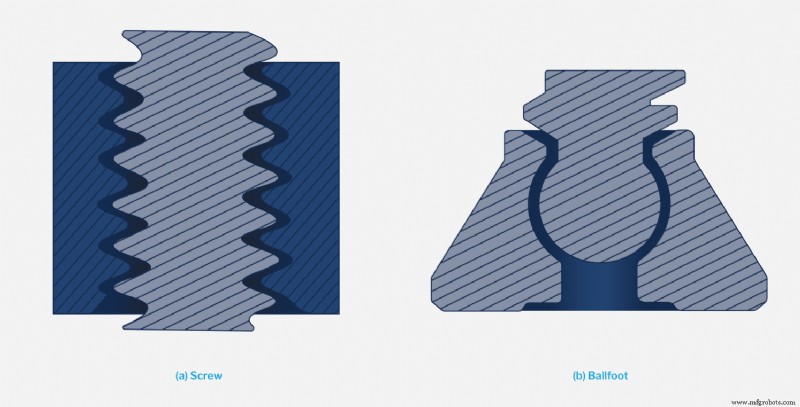
如果零件包括螺纹,它们应该是 M6 或更大。如果需要更小、更精确或更耐用的螺纹,请考虑使用螺纹嵌件。除了特征分辨率之外,您还应该考虑在后期处理中可能会折断多小、细长的特征。
4。我是否考虑了装配公差?
即使 MJF 工艺提供了更大的几何灵活性,某些应用仍可能需要由多个组件组装一个零件。一般来说,配合面应有 0.4 - 0.6mm 的间隙,以确保组件能够正确配合。
如果您的项目涉及联合打印组件,则打印在一起的组件应至少有 0.5 毫米的间隙,但可能需要更多间隙,尤其是当横截面较厚或接触表面积很大时。
5。我的零件设计是否针对后处理进行了优化?
如果您的零件需要后处理,则需要在您的设计中仔细检查一些事项,以帮助提高二次操作的效率。
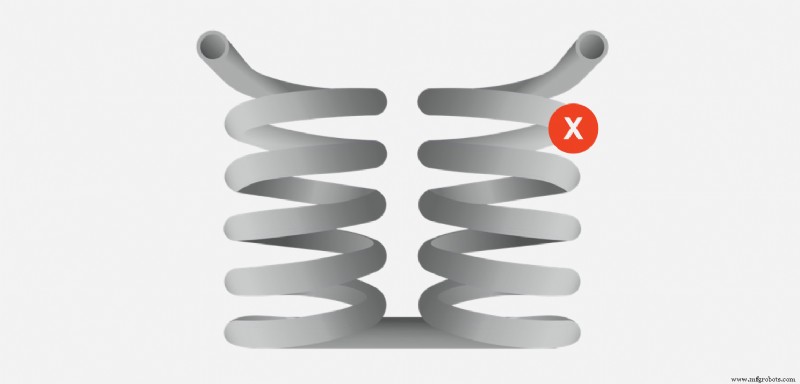
- 确保设计中没有不通风或被困的体积。
- 尽可能避免盲孔——这些盲孔很难清洁,这会迅速推高成本。
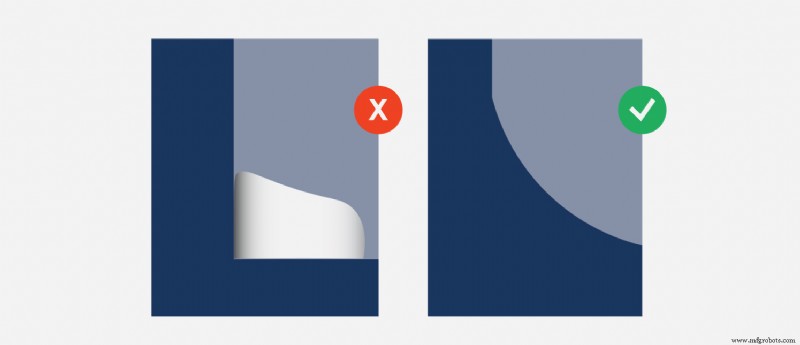
- 在粉末会结块且难以通过标准滚揉和喷丸去除的角落添加鱼片。

6。我是否抓住了每一个降低零件成本的机会?
除了提高零件质量外,智能 DFM 更改还可以节省成本。例如,轻量化零件可以降低缺陷风险并降低每个零件的材料成本。设计 MJF 和成本时的另一个主要考虑因素是优化构建中的可嵌套性。添加草稿或更改打印组件的位置可能会增加每次构建时可以安装的零件数量,并将固定成本分配给更多零件,从而降低整体零件成本。
除了针对可制造性优化设计外,还需要考虑的其他因素包括零件的外观、表面光洁度以及存储和运输的便利性。 MJF 零件是天然灰色的,但很容易染成黑色。如果喷漆、涂底漆或其他工艺对部件的功能不是必不可少的,则可以放弃它们以减少费用。大多数 MJF 打印部件的 RA 光洁度为 125-250 微英寸——如果需要更光滑的表面,部件可以进行各种表面处理,包括打磨、滚揉或蒸汽平滑。纹理是一种有效的设计技术,无需额外的后处理即可提高零件的美感。
DFM 专家入门
出于多种原因,坚持 DFM 原则是制造过程成功的关键。它有助于使您的运营费用尽可能低,使您能够及早发现和解决设计问题,并提高您的整体零件质量。此清单是确保您的 MJF 零件在生产开始前得到优化和完善的宝贵资源。
与 Fast Radius 合作的另一个优势是您的团队可以获得最新的数字设计技术和专家建议。我们的团队随时待命,帮助指导从设计和原型制作到实施的每个项目,确保您按时以合适的价格收到优质零件。
立即联系我们了解更多信息并开始使用。
有关 MJF 和我们的增材制造能力的更多信息,请访问 Fast Radius 学习中心。
下载 HP Multi Jet Fusion 设计指南。
准备好使用 Fast Radius 制作零件了吗?
开始报价工业技术