

碱性氧气炉的耐火内衬
碱性氧气炉的耐火内衬
碱性氧气炉 (BOF) 中的耐火衬里的目的是在转炉运行期间提供最大的炉子可用性,以满足生产要求并确保尽可能低的特定耐火材料消耗。为实现这一目标,必须 (i) 优化炉衬设计,(ii) 优化炉衬维护实践,以及 (iii) 在转炉运行期间具有良好的技术纪律。典型的耐火炉衬如图1所示的转炉横截面。
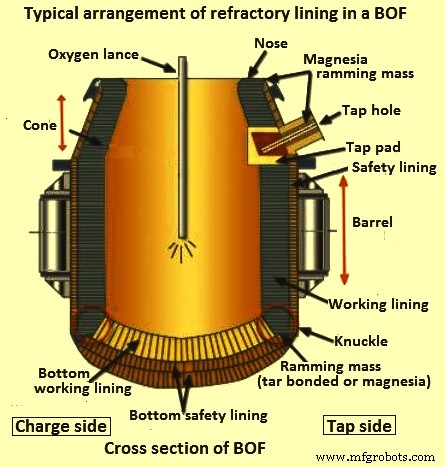
图1转炉耐火衬里的典型布置
衬里设计
BOF 耐火衬里的磨损是由于对磨损机制有影响的几种因素的单独作用或综合作用。这些试剂是 (i) 加热持续时间决定了炉渣和金属在转炉中的停留时间,(ii) 由于炉渣的化学性质而引起的腐蚀,(iii) 钢水和炉渣的温度, (iv) 熔体氧化状态引起的腐蚀,(v) 吹氧 (O2) 和 BOF 倾斜过程中的熔渣和金属腐蚀, (vi) 灰尘和气体的冲击和磨损, (vii) 装料过程中废料和金属的冲击,(viii) 氧气射流的冲击和渗透,(ix) 加热过程中的热循环,以及 (x) 转炉去壳过程中的机械损伤。由于这些试剂的不同作用,转炉中有许多磨损区域。
转炉操作以及炉衬配置对转炉的炉衬寿命有很大影响。钢水的出钢温度随铸造特定等级钢所需的过热度以及特定工厂可用的二次炼钢设施而显着变化。转炉中熔体的氧化状态对 BOF 炉衬磨损极为显着,并且会因高温而加剧。炉渣化学在几个方面很重要。镁碳(Mag-C)砖是碱性耐火材料,需要碱性熔渣。形成的碱性熔渣也试图从砖中溶解达到饱和水平的氧化镁 (MgO)。典型的 MgO 饱和度再次出现在 8% 左右,这取决于温度和氧化状态,因此如果不添加 MgO(通常以煅烧白云石的形式),熔渣会优先溶解衬里,从而增加衬里磨损。渣化学再次与氧化状态和温度有关,因为碱度和 MgO 含量被高水平的 FeO 稀释,并且温度增加了动力学反应速率。侵蚀和磨损效应与炼钢过程中采用的做法有很大关系。
理论上,转炉的耐火衬里应根据耐火材料的类型和不同的厚度进行设计,以便在转炉作业结束时不浪费材料。这意味着转炉炉衬的所有区域(图 2)将同时磨损至停止厚度。但实际上这不会发生,并且某些区域的耐火材料比其他区域的耐火材料磨损得更快。平衡的内衬设计始终旨在以最佳耐火材料成本提高内衬寿命。平衡炉衬是在仔细研究转炉内耐火材料的磨损规律后,在转炉的不同区域使用不同质量和厚度的耐火材料的炉衬。这种类型的衬里也称为分区衬里,因为在这种类型的衬里中,耐火材料是分区的,使得具有较小磨损的给定的衬里段被分配较低质量或较小厚度的耐火材料。类似地,具有更高耐磨性且通常具有更高成本的耐火材料被分配给具有更高磨损模式的转炉炉衬的那些部分,以便这些严重磨损区域具有更长的寿命。
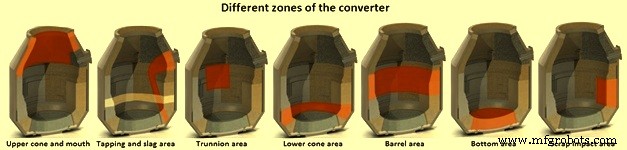
图2转换器的不同区域
通常用于转炉炉衬的耐火材料质量范围从焦油结合白云石、沥青结合白云石和沥青结合氧化镁到由树脂结合剂、金属材料、石墨以及纯度为 99% 的烧结和/或熔融 MgO 制成的高级耐火材料。耐火材料具有多种特性,可在转炉加热期间承受高温和快速变化的环境条件。转炉耐火材料有望在高温强度、抗氧化性和抗渣性等性能方面取得平衡。目前Mag-C耐火材料是转炉炉衬最常用的耐火材料。
Mag-C 耐火材料
与 Mag-C 耐火材料相关的不同变量,用于提高质量以提高转炉的衬里寿命,包括 (i) 使用的氧化镁颗粒类型,例如化学成分、晶体尺寸和密度,(ii) 粘合类型和压砖机的尺寸(摩擦/液压),(iii) 粘合剂,如沥青、树脂、数量和再浸渍,(iv) 使用的石墨类型,如纯度、尺寸和数量,(v) 抗氧化剂(vi) 砖的物理特性,例如密度、孔隙率和强度(热和冷)。压力机的类型和尺寸,无论是摩擦式还是液压式,都会对砖的性能产生影响。
镁砂 – 由于 Mag-C 砖的最大成分是 MgO 晶粒,因此晶粒的成分和性质对砖的特性起着重要作用。有几种类型的 MgO 晶粒可供使用。需要更高质量的 MgO 晶粒来承受碱性熔渣、侵蚀、磨损和温度等。晶粒密度、尺寸和化学性质至关重要。就化学性质而言,晶粒的石灰 (CaO) /二氧化硅 (SiO2) 比率很重要。 CaO/SiO2 的比例应为零或超过 2:1,以确保形成高熔点相硅酸二钙。一些 MgO 晶粒的 CaO/SiO2 比率高达 6:1,但随后这些晶粒变得更容易水化。低 CaO/SiO2 比会导致低熔点相,热强度的损失可能是灾难性的。晶粒中形成的次生矿物的数量也很重要,因此,SiO2 含量应尽可能低(小于 0.3%)。高含量的硼(B)也很关键,因为它会破坏晶粒的热强度。
颗粒密度 – 颗粒密度可以从 3.2 克/立方厘米 (g/cc) 到高于 3.5 g/cc。低晶粒密度意味着高孔隙率,使晶粒容易被熔渣渗透。
晶体尺寸 – 大晶粒晶体通常优于具有低晶体尺寸的晶粒,因为减少了间隙孔隙率,从而减少了熔渣渗入晶界的机会,并降低了 MgO 在砖中存在的 C 对还原的敏感性高温服务。还原过程会破坏砖中的 C 和晶粒中的 MgO,从而产生镁 (Mg) 金属蒸气和 CO 气体。当晶体尺寸高于 140 微米时,通常认为晶体尺寸较大。熔融 MgO 晶粒尺寸可超过 1000 微米。然而,熔晶材料在化学性质和晶体尺寸方面可能存在差异。
粘合剂 – Mag-C砖是C粘合砖,在粘合剂焦化后残留细碎的C残留物。这种残留物将砖块固定在一起。
使用的石墨类型 – 石墨不润湿炼钢炉渣,因此可防止炉渣渗入砖中并随后溶解 MgO 晶粒。石墨也是非常导热的,将热量从砖表面转移,从而降低了剧烈反应的动力学。在化学上,所有石墨都是纯 C,但都含有一些灰分(在石墨沉积物中发现的粘土矿物)。不纯的石墨会在砖中添加助熔剂,例如 SiO2 和 Al2O3(氧化铝),只会产生负面影响。通常使用片状石墨,因为它比无定形石墨具有更高的抗氧化性和更高的导热性。一般来说,石墨的用量可以在5%到25%之间变化,在其他条件相同的情况下,石墨含量越高,砖的抗渣性和导热性就越高。
抗氧化剂 – 金属粉末被添加到 Mag-C 砖中,因为它们充当 O2 的清除剂,延缓石墨和 C 键的氧化。粉末通过在砖中形成复杂的金属-碳化物-氧化物键,显着提高了热强度。
BOF 衬里的设计因工厂而异,每个工厂的目的都是为了产生一种达到预期寿命和可用性的衬里,并试图平衡 BOF 不同区域中不同磨损机制的磨损。转炉的典型区域衬砌如图3所示。
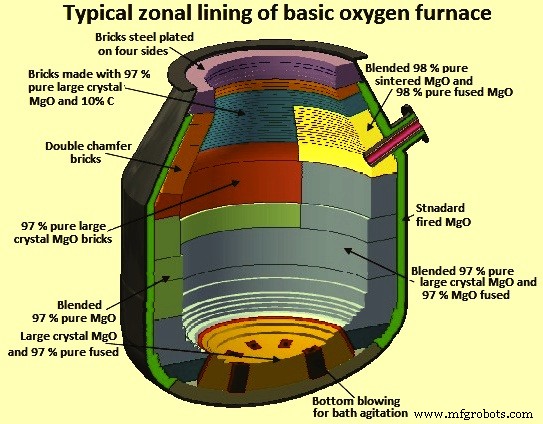
图 3 典型的转炉区域衬里
衬里维护实践
采用几种衬里维护实践来提高转炉中耐火衬里的寿命。这些在下面给出。
用激光束测量耐火材料的磨损 – 这是一种借助激光束测量衬里厚度的技术(图 4)。这是目前广泛使用的方法。在该技术中,激光束从转炉本身的校准点反弹,并与磨损衬里中的点进行比较。然后使用计算机分析绘制剩余的衬里厚度。该信息对于比较不同耐火材料的磨损率和避免外壳损坏也很有用。该技术的用处在于通过喷补确定和控制所需的熔炉维护。通过使用激光束,可以确定实际需要喷补维护的区域,以进行所需的喷补维护。还可以控制所需的喷补材料量。
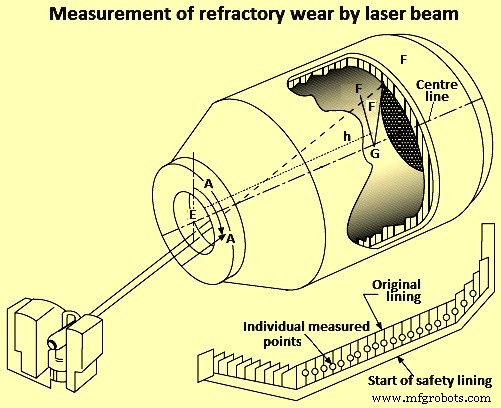
图 4 用激光束测量耐火材料磨损
氧化镁水平 – 渣中的 MgO 水平是提高炉衬寿命的一个非常重要的因素。目的是在操作温度下加入比炉渣饱和水平更多的 MgO。渣中较高的MgO还改善了渣包覆过程中渣的包覆特性以及溅渣过程中渣的粘附特性。 MgO 源通常是低成本的氧化镁源。使用过的基本衬里材料也可用于此目的。渣中的 MgO 含量取决于出钢温度。
熔渣涂层 – 它基本上是一种摇动转炉以形成炉渣工作衬里的技术。这是一门在转换器操作期间需要相当注意的艺术。渣涂层实践成功的要求是 (i) 选择正确类型的渣,(ii) 用正确和适当的添加量调节渣,(iii) 正确摇动转炉,(iv) 处理渣必要时,(五)涂装时是最佳时机。这些项目要精心计划和正确执行,以正确涂覆熔渣。
溅渣 – 溅渣技术有助于大大提高转炉衬里的使用寿命。顾名思义,渣溅是利用炼钢过程中的残留渣,经过调节,在耐火材料表面提供涂层,在随后的加热中充当耐磨衬里。液态粘性炉渣通过高压氮气 (N2) 吹入转炉的不同部分,并在转炉工作衬里粘附。溅渣技术在前一炉出钢后到下一炉开始前需要几分钟的转炉时间。已开发出渣溅技术以抵抗侵蚀并在转炉中产生冻结衬里。飞溅的炉渣在随后的加热过程中充当工作衬里。它已成为提高转炉炉衬寿命的有力工具。它需要使用 O2 喷枪将 N2 吹到残渣上。溅渣需要2分钟到3分钟,转炉在垂直状态下完成。 N2 流量根据喷枪高度进行控制,通常是自动化的。
开枪 – 这种技术有助于延长衬里的使用寿命。它由喷补耐火材料组成,通常是在耳轴和渣线等严重磨损区域上的整体式。喷补通常只在选定区域进行。射手型枪用于射击过程中遇到恶劣环境的过程。喷补材料通常是水基的。对喷补材料进行了大量研究,质量不断提高。由于喷补材料是有成本的,所以喷补量要与炼钢时的耐火材料的具体成本相平衡。
转炉内衬及内衬材料
在转炉炉衬中,通常使用两层耐火砖。这包括用于保护外壳的较薄的安全衬里,通常厚度从 150 毫米到 225 毫米不等,而较厚的工作衬里通常厚度从 450 毫米到 750 毫米不等。大部分安全衬里通常会持续许多工作衬里活动。安全衬里用钢制固定环和砂浆固定到位。转炉内衬很简单,由以下步骤组成。
- 转炉炉衬在作业结束后冷却,剩余的用过的工作炉衬通常使用除砖机通过机械方式去除。通过将转炉旋转到倒置位置,使移除的耐火材料掉落。
- 对安全衬里的损坏部分进行修复,并在没有砂浆的情况下安装工作衬里。
- 原则上,工作衬砌的安装采用环形键控结构,砖块切割最少,其中砖块通过锥形砖块固定到位(热面比冷面小)
转炉不同区域的磨损情况及推荐使用的耐火材料种类如下。
底部 – 该区域耐火材料的侵蚀是由熔融金属、熔渣和气体造成的。由于气体冷却的风口和底部衬里之间的热梯度,在组合吹炼转炉的情况下会产生热机械应力。 Mag-C 炉衬在转炉底部区域没有提供增强的性能。如果在加热期间发生深度吹气,底部的磨损会更快。活动期间的底部修复一般采用富白云石粘渣筑底或液渣与碎基砖混合补底。转炉中的联合吹炼操作会导致底部的高应力,因此该区域通常使用带有改性剂和沥青浸渍的烧制 MgO 耐火砖。
底部风口及其周围—— 通过风口的底吹和浴搅拌有助于耐火材料在周围区域的局部磨损。磨损是由于钢水的湍流引起耐火材料的腐蚀,也是由于冷气体流动引起的热应力。以电熔MgO为基础的高致密低孔隙率粘结浸渍镁碳耐火砌块是该应用的首选。
充电板 – 转炉中的充电垫通常直接与出铁孔相对。充电垫受到落下的废料的冲击载荷,有时是重型的,例如开花端。钢水也会引起充电垫的腐蚀。此外,从倾斜容器的这一侧引入采样探头和温度探头,这会导致高温熔渣对充电焊盘区域进行清洗。使用沥青浸渍烧制 MgO 砖发现了充电垫的初始耐火溶液。由于使用 Mag-C 材料而延长了转换器的使用寿命,充电垫成为主要的磨损区域,并且正在使用添加金属的树脂粘合 Mag-C 以获得良好的性能。由于石墨的存在,这些材料具有良好的抗冲击性、弹性和强度以及抗熔渣侵入性。
点击区域 – 出钢区受高温钢液侵蚀和液渣腐蚀。出钢区的耐火材料发展一直沿用充电焊盘区的发展。早期的材料正在被沥青粘合和浸渍 Mag-C 所取代,并添加了金属。由于出钢区的主要磨损过程涉及高温熔渣侵蚀,因此由大晶体尺寸的 MgO 制造的耐火块正迅速成为标准。沥青结合和浸渍耐火材料在出钢区具有优异的性能,这是由于耐火材料块孔隙中的 C 作用减少了穿透的炉渣氧化物。
渣区穿越 – 转炉炉衬的这个区域,位于下部出钢区和静态熔池上部的交汇处,非常复杂,因为它会受到多种形式的侵蚀,例如熔渣侵蚀、高温和侵蚀。所有这些攻击都发生在转换器的窃听期间。该区域的内衬需要具有抗高温熔渣侵蚀和抗氧化性的耐火材料。基于大晶体尺寸 MgO、高纯度片状石墨和含有金属添加物的沥青结合、浸渍 Mag-C 已经产生了良好的结果。使用高纯度石墨片特别有用,因为它可以限制石墨片中固有的杂质氧化物的“自氧化”。
耳轴区 – 转炉的耳轴区是最难维护的,因为它位于旋转轴上,因此无法洗渣。耐火材料的磨损主要是由于 C 键的氧化造成工作面的损失。对转炉该区域进行喷补是保持该区域唯一可行的方法,并且优选具有高抗氧化性的耐火砖。
主枪管 – 转炉的主枪管可以方便地分为两个区域,即(i)转向节和(ii)上侧壁。
转炉中的转向节区域通常是主要的磨损区域,尽管设计更改通常可以有效地提高性能。转向节区域大多受到严重的熔渣侵蚀,特别是在转炉未吹炼时。它要求耐火材料具有很好的抗熔渣腐蚀和冲刷能力。
转炉的上侧壁会受到炉渣侵蚀,但也会受到极端温度循环的影响。该领域使用具有良好抗渣性的材料。但该区域的耐火衬里也应能吸收和保留熔渣涂层。
取样渣线 – 当容器倾斜以进行温度测量和样品探针浸入时,分布在充电垫两侧的锥体区域会受到熔渣的优先侵蚀。间距键合浸渍 Mag-C 在转换器的这方面具有良好的性能。
锥形 – 锥体区域受到携带夹带颗粒的高速气体的高温侵蚀。有氧化气氛。树脂结合的 Mag-C 材料在锥体区域具有良好的性能。
上锥体 – 在上部锥体中,顶部六到十个环,磨损机制因颅骨去除过程中耐火材料的损失而改变。上锥体耐火砖的损坏发生在机械去壳过程中,逐渐地由于砖端的损失或整个砖的移位而发生。
具有高回弹力以及强度和抗氧化性的耐火材料是转炉该区域的先决条件.沥青结合浸渍氧化镁,有时与共模金属板一起提供,在氧化过程中膨胀并收紧砖环,是该领域最成功的耐火材料。
制造工艺