

直流电弧炉
直流电弧炉
DC(直流)电弧炉(EAF)是一种用于初级炼钢的炉子,它代表了电弧炉设计中的不同概念。 DC-EAF 只有一个电极作为阴极,电流从这个石墨电极流向安装在炉子底部的阳极。单石墨电极利用石墨顶部电极和由炉料提供的阳极之间产生的电弧的高效热传递。 DC-EAF的典型视图如图1所示。
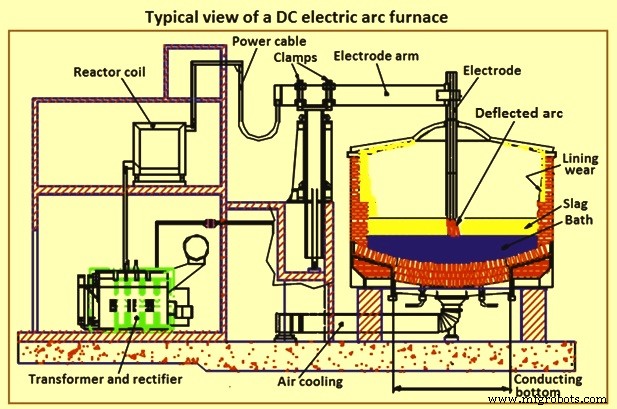
图1 DC-EAF典型视图
DC-EAF 电弧炉通常包括一个耐火衬里的圆柱形钢壳,中央石墨电极通过顶部中心的开口垂直放置。炉膛中的阳极连接与被一层液态熔渣覆盖的液态钢直接接触。通过在阴极底部尖端和熔渣上表面之间产生的开放等离子弧(图 2)提供能量。渣面的至少中心部分是敞开的。因为炉子是电动的,所以可以达到非常高的温度(高于1500摄氏度)。
DC-EAF 是基于 AC(交流电)的 EAF 的替代方案。 UHP(超高功率)变压器的输出使用通常桥接晶闸管的功率整流器转换为直流电。 DC-EAF 配备可控大功率整流器系统,可确保在所有条件下以最大可能的额定功率产生稳定的电弧。 DC-EAF 中的电弧是一种持续的高速高温射流,由电极表面电弧根部附近的收缩区域中的电磁加速度(迈克效应)驱动。电弧是由流体流动、热场和电磁场之间的相互作用产生的。自收缩电磁力使这种超音速过热等离子体射流(图 2)保持合理的连贯性。直流电抗器用于进一步稳定电弧。此外,液浴的表面(或电弧附着区中的至少一部分表面)是开放的,即基本上未被未反应的进料覆盖。 DC-EAF原理图如图2所示。
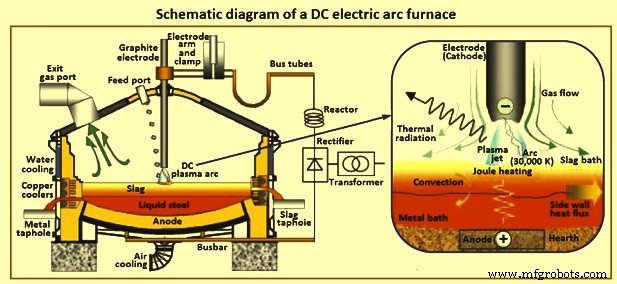
图2直流电炉示意图
除了供电方面的明显差异外,DC-EAF 对 AC 炉还有几个独特的要求。 DC-EAF 的重要特点是 (i) 坚固可靠的设计,(ii) 对充电材料的高灵活性 (iii) 高电流密度和功率使用,(iv) 高电弧稳定性,(v) 良好的电能质量即使在弱电网条件下,以及 (vi) 独立的电压和电流控制。 DC-EAF与AC-EAF相比的其他特性如下。
- 运行更稳定。熔化均匀。
- 由于系统规定,它减少了电极消耗。电极消耗减少到三分之一左右。然而,需要改善电极的剥落和开裂。较低的电极消耗量使低碳加热成为可能。
- 它的衬里磨损较低。耐火材料消耗在侧壁较少,但在底部较多。耐火材料消耗的总体节省范围为 15 % 至 25 %。
- 浴缸有对流搅拌。
- 浴缸的温度分布更好。更好的温度分布导致改进的热分布。 AC-EAF 炉壁上的热点不存在。
- 噪音水平要低得多(从 105 dB 降低到 85 dB)。
- 安装成本更高(大约高出 10 % 到 35 %)。
- 运营成本更低(大约降低 15 % 到 20 %)。
- 网络干扰较小。闪烁效果急剧下降。闪烁级别和闪烁频率减少一半。对无功补偿设备的需求要低得多。
- 能耗更低。可节省 5% 到 10% 的电力。
- 底部电极使炉底变得复杂。
- 它的粉尘和气体排放量较低。
直流电弧炉技术的发展
一般认为,直流电弧炉是最近才发展起来的。这只是大体上正确的。早在 1881 年在德国和 1885 年在瑞典,就已经描述了使用直流技术的熔炉。这些熔炉有两种熔化方法,即(i)石墨电极和金属装料之间的燃烧电弧的概念,如今天所使用的,以及(ii)在两个水平排列的电极之间燃烧电弧的提议,在这种情况下熔化仅通过辐射充电。由于当时既没有大电流快速可控的直流整流器,也没有解决高热损耗问题的方法,直流电弧炉无法发展成为在当前工业条件下运行的可行装置。
在 1970 年代初期,直流技术发展到可以将这种技术用于电弧炉的程度。该技术的应用创造了用于炼钢行业以及铁合金和有色金属行业的新一代电弧炉。单石墨电极直流炉利用石墨顶部电极和阳极之间产生的电弧的高效热传递,由炉中的装料提供。 1980年代和1990年代的成功应用确立了直流炉的熔炼优势。
基本设计特点
在 DC-EAF 中,电能主要通过电弧转化为热能,电弧在顶部电极尖端和渣浴之间建立。电极顶部连接为阴极,导电底部系统连接为阳极。
直流炉只有一个电极桅杆臂和一个石墨电极。该电极充当阴极。因此,在 DC-EAF 的情况下,炉顶不太复杂,需要维护的组件更少,与 AC 设计相比,通常需要维护的组件更少。电极在炼钢操作过程中被消耗,并且将通过新的部件进行扩展。电极臂用于电极的调节。由于采用单电极,石墨氧化损失比交流电弧炉低。
顶部电极对石墨有特殊要求,需要特殊等级的石墨。与 AC-EAF 电极用石墨相比,其特殊要求是 (i) 具有较低的热膨胀系数,(ii) 具有较低的电极电阻率,(iii) 具有增强的横向热导率,(iv) 具有较低的热膨胀系数,以及 (v) 具有改善的均匀性和粗糙度。 DC-EAF需要在顶板和侧壁区域进行有效的冷却布置,以抵消热液渣与耐火材料直接接触和增加的热辐射的影响。
然而,DC-EAF 需要一个返回电极(阳极)来完成电路。该阳极通常被称为底部电极,因为它位于炉壳的底部。炉子采用热跟运行,以确保通向返回阳极的电气路径。底部返回电极有几种不同的设计,包括带有非导电耐火材料的金属针返回电极、坯料电极、金属翅片电极和导电底部耐火材料。如图3所示。
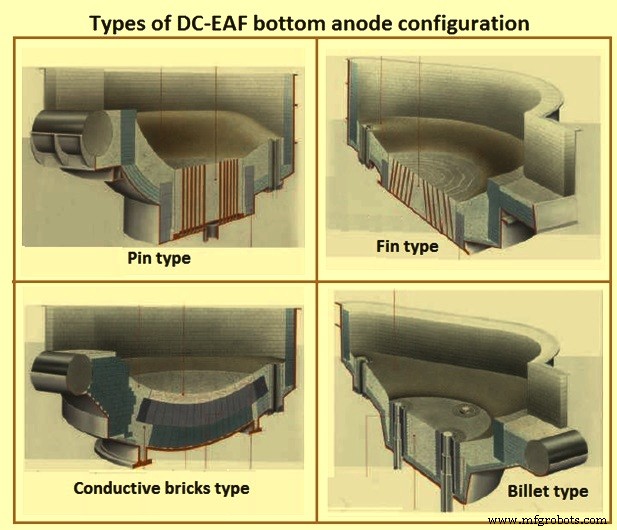
图 3 不同类型的底部阳极配置
在导电耐火接触的情况下,炉底中心的耐火衬里充当阳极。底部有一个圆形法兰,该法兰位于焊接到炉壳上的圆形通道内。在通道内部,法兰由纤维增强陶瓷块支撑。通道、支撑块和法兰之间的空间填充有耐火捣打料。这将底部与炉壳的其余部分进行电气隔离,如图 4 所示。
球形炉底由高温钢制成。圆形铜板直接用螺栓固定在炉底。四个铜端子从铜板向下延伸穿过炉底并连接到柔性电缆,柔性电缆又连接到母线管。导电耐火砖安装在铜板的顶部。来自炉底的热流(通常约为 15 kW/sq m)通过强制空气冷却被带走。由于底部电极的表面积很大,电流密度往往很低,通常约为 5 kA/平方米。然而,在一些熔炉中,在熔炉的中心使用非导电修补材料,以迫使电流更均匀地分布在整个底部。如果电流没有得到适当的分配,就会在炉子中心形成热点。
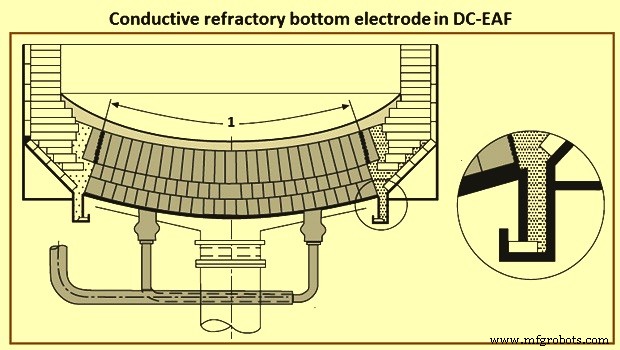
图4导电耐火底电极
钢坯返回电极配置使用 1 到 4 个直径约为 100 毫米到 150 毫米的大钢坯,但根据 EAF 的尺寸,直径可以大到 250 毫米。通常,该设计的目标是每个底部电极的电流为 40 kA 至 45 kA。坯料在顶部表面与熔池接触,因此回熔。钢坯回熔的程度由水冷控制。钢坯插入铜壳中,冷却水通过该铜壳循环。通过提供充分的冷却,可以确保坯料不会完全熔回。热电偶监测底部坯料温度和冷却水温度。
绝缘护套将铜外壳与坯料隔离开来。坯料连接到铜底座。铜质底座提供与电源线的连接。钢坯阳极的典型布置如图 5 所示。
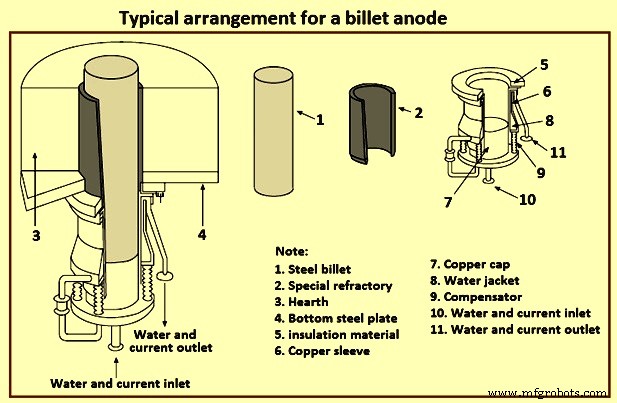
图 5 钢坯阳极的典型排列
针型返回电极使用多个直径为 25 毫米至 50 毫米的金属针为电流提供返回路径。这些销是垂直配置的,并且实际上穿透了耐火材料。销向下延伸到炉子的底部,在那里它们由两块金属板固定到位。引脚的底端固定在下电源导体板上。底部接触板是风冷的,位于炉底中央。销钉的顶部与炉内的工作衬里齐平。销与浴直接接触,并随着工作衬里的磨损而熔化。底部导体板上附有返回电源线。
提供了一个广泛的温度监测系统来跟踪衬里磨损和底部电极寿命。这使得能够按计划更换底部电极。改进的一体式滤芯设计允许在预定的 8 小时维护中断期间快速更换底部电极。
钢翅片返回电极是利用炉底环形排列的钢翅片形成若干扇形。每个扇区由一个水平接地板和几个焊接在钢翅片上的钢翅片组成,这些钢翅片向上突出通过耐火材料。翅片厚约 1.6 毫米,相距约 90 毫米。扇形体用螺栓固定在与地电绝缘的风冷底壳上,并与 4 根铜导线相连。
大多数 DC-EAF 采用长电弧操作,通常是传统 UHP 炉操作中遇到的电弧的 2 到 3 倍。因此,DC-EAF 对水冷板具有更高的水流量。
直流电炉用耐火炉衬
直流炉的耐火材料概念在设计时要考虑到它们运行的更恶劣条件。直流电弧炉底部有特殊的耐火材料,因为阳极安装在炉底。除底部耐火材料外,耐火内衬设计需要考虑的其他重要点是耐火分区图案、炉膛轮廓、渣线位置、出铁口尺寸、角度和位置、顶板方向、膨胀余量、燃烧口位置、渣门结构及底部搅拌元件。
DC-EAF 对耐火材料有特殊要求,因为返回电极通常安装在炉子底部(一些 DC-EAF 使用带有两个石墨电极的替代布置)。在导电炉底的情况下,炉底中心的耐火衬里充当阳极。铜板通常连接在导电耐火材料下方,返回铜母线连接到板上。在这种情况下,对耐火材料的特殊要求是低电阻(最好小于每米0.5毫欧)、低导热性和高耐磨性。
典型的配置使用 150 毫米厚的工作衬里,由含有 5% 至 10% 碳的碳结合氧化镁混合物组成。这些材料可以热安装或冷安装。在工作衬里下方安装了三层镁碳砖。砖的残余碳含量在 10% 到 14% 之间。通过定期维护,这种底部电极配置的底部寿命可达 4,000 次加热。
钢坯返回电极配置使用 1 到 4 个大钢坯(直径约 250 毫米),具体取决于熔炉的尺寸。坯料嵌入底部耐火材料中。坯料被基本耐火砖包围。炉膛的其余部分用一种特殊的氧化镁捣打料进行捣打。氧化镁捣打料用于保持电极周围的砖块区域。这种返回电极配置已在炉底实现了超过 1,500 次加热。
针型返回电极使用多个直径为 25 毫米至 50 毫米的金属针为电流提供返回路径。这些销实际上穿透耐火材料直至熔炉底部,并在此与金属板相连。整个炉膛内衬采用干式氧化镁捣打料。这种混合物被撞在金属销之间。或者,可以在阳极周围的区域使用镁碳砖。这有助于提高炉底寿命,但成本更高。根据所使用的耐火材料,典型的底部寿命从 2,000 炉到 4,000 炉不等。
钢翅片返回电极是利用炉底环形排列的钢翅片形成若干扇形。每个扇区由一个水平接地板和几个向上突出通过耐火材料的焊接钢翅片组成。翅片之间使用干式氧化镁捣打料。炉膛也衬有这种材料。
直流电弧炉的电气考虑
为了实现最大的熔炉产量,需要优化熔炉功率控制,以确保在熔化过程的所有阶段以及炉料变化期间的最大功率输入。同时,始终要保证最小的网络干扰。用电质量放心。
直流电源 – 所需的高功率再次由高压三相交流网络提供。通过炉变压器的输出整流将其转换为直流电。整流是通过桥接晶闸管实现的。通常在电弧炉中使用 12、18 或 24 脉冲电源,由多个并联变压器在电气上相互位移以使它们各自的脉冲均匀重叠而获得。对应于 12、18 或 24 脉冲系统的 15 度、10 度或 7.5 度的电位移是由变压器内的各种线圈连接产生的。出于这个原因,用于直流电弧炉的变压器与用于交流电弧炉的变压器有很大的不同,通常不适合交流炉操作。
直流电源的伏特/安培特性包括随着直流电流的增加直流电压的微弱下降。这条线的斜率约为每 kA 1 伏,由变压器/整流器组合的换向电抗决定,而不是由电弧炉决定。因此,为了限制由于广泛不同的电弧电压引起的宽电流偏移,优先使用晶闸管而不是二极管。电流为零后的导通瞬间(触发角延迟)受栅极端子的控制。每个晶闸管原则上可以在半个周期内关断。即便如此,在电弧电压变化(例如短路)和晶闸管控制之间的几毫秒延迟内,电流可能会显着增加。为了降低电流的上升速度,通常在直流电流回路中增加一个电抗器,大电流直流回路的自然电抗不足。
这些电抗器的尺寸设计为具有 100 微亨利至 400 微亨利范围内的电感。由于它们采用全直流电流,因此欧姆损耗很大,并且只能通过使用构成线圈的足够部分的铜或铝来将其保持在可接受的范围内。每个晶闸管都能够处理几 kA 和几 kV 的反极性。每条腿由串联和并联的晶闸管组成。保险丝和电压平衡电阻用作保护措施。冷却受去离子水影响。
直流电弧炉的电气特性 – 通常选择晶闸管控制以保持电流恒定。因此,整流器之前的交流电流也是恒定的,初级电流也是如此。考虑到交流初级上的功率,可以看出恒定电流意味着 MVA 是恒定的。因此,MW 作为 MVAR 函数的特性是一个圆的象限,其中(MW 的平方)+(MVAR 的平方)=(MVA 的平方)=常数。通常伏特/安培线的斜率是线性的,通常在 100 kA 中下降 100 V。因此,例如在 100 kA 时,晶闸管控制可以通过改变触发角在从大约 900 V 到短路的电弧电压范围内保持恒定电流。
底部连接 – 为了使用单个直流电弧进行操作,有必要对钢料进行电气连接(正极)。针对这个问题已经开发了各种解决方案。 DC-EAF的几种底部连接方式如图6所示。
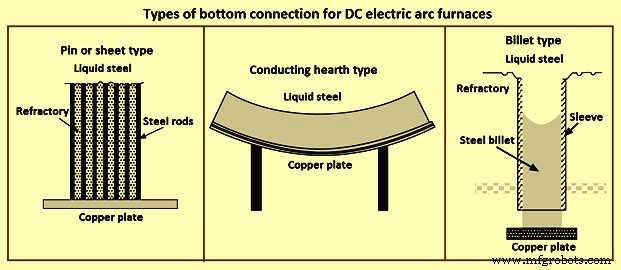
图6底部连接类型
在一种类型中,阳极电流在嵌入夯实耐火块中的许多钢棒之间共享。这些棒的直径约为 25 毫米,可长达一米,并由炉壳下方的铜板连接。整个阳极块的直径可以测量到 1 m 到 2 m。销钉类型的一种变化是使用薄钢板,再次嵌入耐火材料中。另一种变化是使用直径为 250 毫米的钢坯穿过绝缘套管,在炉壳下方形成冷却铜连接。在所有这三种设计(针、片或坯)中,钢导体的顶部在加热过程中熔化。在断电和装废后重新固化。
钢对钢电流设计的替代方案是电流通过导电耐火材料流向大直径铜底板。在所有底部连接类型中,阳极连接和炉壳之间必须有绝缘层。这是为了减少电流通过外壳直接流向阳极母线的可能性
电能质量是电弧炉供电系统的主要关注点。必须符合闪烁、功率因数和谐波限值。一个有效的电极控制算法减少了变压器的开关,正确的直流电抗器和谐波滤波器的尺寸是满足公用事业要求的必要条件。除此之外,还需要通过静态无功补偿器 (SVC) 进行可选的有源闪烁减少和连续功率因数校正,以确保符合最严格的公用事业要求和/或允许在电网条件较弱的偏远地区运行。
闪变主要是由无功功率波动引起的。因此,需要将信息从整流器控制发送到 SVC 控制的快进链路,以便计算熔炉的实际无功功率消耗。此信息用于提高闪烁缓解性能。使用 SVC 系统的结果是 (i) 与传统的无功补偿相比,平均功率输入更高,(ii) 连续功率因数校正接近统一,(iii) 炉母线电压控制,(iv) 网络中没有不平衡负载, 和 (v) 即使在弱电网中也具有低闪烁和谐波水平。
电弧稳定器是提高生产率所必需的。稳定的工艺对于生产操作至关重要。使用优化的直流电抗器设计(低损耗)来平滑电极电流有助于始终保持稳定的电弧。结果是 (i) 电极液压系统上的应力更低,(ii) 振动更少,(iii) 电极消耗更低,(iv) 生产率更高,(v) 闪烁减少更多,以及 (vi) 辐射损失更低。
在 DC-EAF 的情况下,晶闸管有两个铜端子,一个连接到 EAF 电源电缆,另一个连接到炉底电极。炉底电极通常是刚性的,因为在炉子运行期间不需要移动。原则上,晶闸管上的端接类似于三角形闭合,尽管在物理上它有很大不同。然而,关于三角闭合的维护问题,同样的概念可以应用于直流操作。
DC-EAF 操作
大功率半导体开关技术的进步带来了低成本高效的直流电源。由于这些进步,大功率直流炉操作变得可行。 DC-EAF 的特点是通过晶闸管控制的整流器对三相炉变压器电压进行整流。这些设备能够连续调制和控制直流电弧电流的大小,以实现稳定运行。直流炉仅使用一个石墨电极,返回电极集成在炉底。单片镁砂炉底有底电极导电炉底、导电针底、单坯或多坯、导电翅片等几种类型。
所有这些底部返回电极设计都已得到验证。最常用的是导电销底部,其中许多销连接到板上并形成返回路径和底部坯料设计。底部电极在针型的情况下是风冷的,在钢坯设计的情况下是水冷的。销之间的区域充满捣打料,销的尖端与炉内衬处于同一水平。随着耐火材料的磨损,销钉也会熔化。
DC-EAF 采用热跟运行,以确保通向返回电极的电气路径。在寒冷条件下启动期间,废料和炉渣的混合物用于提供初始电气路径。一旦它被熔化,炉子就可以装满废料了。
使用直流操作实现的一些早期好处包括减少电极消耗(比高压交流电低 20%,比传统交流电低 50%)、减少电压闪烁(传统交流电操作的 50% 至 60%)和降低功耗(5 % 至 10 % 低于 AC)。上述结果主要是在从交流操作改造成直流操作的小型熔炉上实现的。然而,一些较大的直流炉安装并没有立即实现所声称的好处。特别是出现了两个令人担忧的领域,即 (i) 电极消耗和 (ii) 耐火材料消耗。
几个直流炉操作发现,在直流操作下预期的电极消耗减少并未发生。电极生产商的大量分析表明,电极内的物理条件对于交流和直流操作是不同的。结果,对于承载非常大电流的大型直流电极,与交流操作相比,已观察到增加的开裂和剥落量。因此,有必要开发物理性能更适合直流操作的电极。
直流炉的经济最大尺寸往往是由于电极尺寸和载流能力而受到限制的函数。目前,单个石墨电极直流炉的最大经济尺寸似乎约为 165 吨。使用多个石墨电极可以适应更大的炉子尺寸。
一些早期的直流操作遇到了耐火材料磨损和底部电极寿命的问题。这些问题与炉内的电弧耀斑直接相关。阳极设计对电弧耀斑的影响最大。在所有直流炉中,由于直流电路产生的磁场不对称,电弧会在与电源相反的方向上偏转。因此,电弧倾向于集中在炉内的一个区域上,从而产生热点并导致耐火材料过度磨损。已经开发了几种解决方案来控制或消除电弧耀斑。目前所有的底部电极设计都被配置为将电弧强制到炉子的中心。
在底部导电耐火材料和针型底部的情况下,需要为底部阳极或底部线圈提供分离馈线,以帮助修改产生的净磁场。在钢坯底部设计中,每个钢坯的电流量随着阳极供应的方向而受到控制,以控制电弧。底部翅片设计利用了在几个点上发生供电以控制电弧偏转的事实。距离整流器较远的象限比靠近整流器的象限提供更高的电流。
有些人认为,直流炉提高电弧炉活动自动化的可能性更大。这是因为只有一个电极,炉顶和炉内的空间都增加了。直流电炉的成本预计比同类交流电炉高 10% 至 35%。然而,从投资回报的计算表明,由于运营成本较低,这一额外成本可以在一到两年内收回。
已经进行了一项比较交流和直流炉操作的研究,发现交流操作中的电损耗约为 4%,直流操作中的电损耗为 5.5%,绝对值的差异相对微不足道。交流电炉和直流电炉之间的总能耗差异可能小于 9 千瓦时/吨,有利于直流电炉。然而,许多其他变量会影响功耗,并且很难得出准确的数字。
直流电炉的电极消耗量比交流电炉低约 25%,这通常与 0.4 千克/吨相关。对于较小的交流电炉,这种差异似乎更大。直流操作的闪烁降低了大约 60 %,但是,交流电源系统配置(附加电抗)的进步已将这种差异降低到 40 %。
大型直流电弧炉操作的一些典型结果是电极消耗为 1 千克/吨至 2 千克/吨钢水,电力消耗范围为 350 千瓦时/吨钢水至 500 千瓦时/吨钢水, Tap-to Tap 时间从 45 分钟到 120 分钟不等,底部寿命为 1,500 次到 4,000 次。但重要的是要记住,电力消耗在很大程度上取决于操作实践、出炉温度、辅助燃料的使用、废料类型等。
制造工艺